Role of Microstructure Evolution During Welding on Mechanical Properties and Residual Stresses of the Inconel 718 and Austenitic Stainless Steel 304L Dissimilar Weld Joint
Niraj Kumar, Prakash Kumar, Ravi Shanker Vidyarthy, Chandan Pandey
{"title":"Role of Microstructure Evolution During Welding on Mechanical Properties and Residual Stresses of the Inconel 718 and Austenitic Stainless Steel 304L Dissimilar Weld Joint","authors":"Niraj Kumar, Prakash Kumar, Ravi Shanker Vidyarthy, Chandan Pandey","doi":"10.1007/s11661-024-07571-w","DOIUrl":null,"url":null,"abstract":"<p>For this study, the researchers aimed to dissimilar weld the Nickel-based superalloy Inconel 718 (IN 718) with austenitic stainless steel 304L (ASS 304L) using the gas tungsten arc welding (GTAW) technique and Nickel-based filler IN 82 (ERNiCr-3). In order to examine the weld microstructures, we utilized optical microscopy (OM) and field emission scanning electron microscopy (FESEM) with energy-dispersive spectroscopy (EDS) to identify any segregation present in various weld zones. Through optical and FESEM analyses, it was revealed that the base metals (BM) exhibit an austenitic character. The IN 718 BM matrix contains dispersed <i>γ</i>′ and <i>γ</i>″ strengthening precipitates within the Nickel matrix. On the other hand, the ASS 304L BM displayed a unique austenitic microstructure characterized by twins features. The weld metal exhibited solidification grain boundaries (SGBs), migrated grain boundaries (MGBs), and distinct dendritic microstructures that had an impact on the properties of the weld. Through extensive analysis and mapping of the IN 82 weld zone, it was discovered that interdendritic regions contain carbides of Nb, Cr, and Ti. In addition, there were Unmixed zone (UZ) areas between the IN 82 filler and the base materials on both sides of the weld zone, appearing as islands and beaches. The texture of the different weld zones was evaluated using electron backscattered diffraction (EBSD) analysis. Additionally, the presence of a notable level of strain within the weld metal grains was observed through Kernel average misorientation (KAM) micrographs. Fractures were observed in the IN 82 weld zone, indicating that it is the weakest area in the IN 718/ASS 304L dissimilar weld at room temperature, according to the outputs of the tensile tests. The micro-hardness profile showed substantial hardness values in the weld zone, which can be attributed to the appearance of a diverse microstructure and additional precipitates. At room temperature, the recorded average tensile strength of the dissimilar weld joint was 626 MPa. In addition, experiments were carried out at high temperatures of 550 °C, 600 °C, and 650 °C to measure the tensile strength. In the high-temperature tensile tests, it was observed that the IN 82 weld zone exhibited higher tensile strength compared to the ASS 304L BM. Interestingly, the high temperatures tensile specimens failed in the 304L BM. The Charpy impact toughness test was performed with notches at ASS 304L HAZ, IN 718 HAZ, and the weld center. Using the deep hole drilling (DHD) technique, we were able to quantify residual stress and identify the location of the highest tensile residual stress, which was found to be 3 mm from the weld surface.</p>","PeriodicalId":18504,"journal":{"name":"Metallurgical and Materials Transactions A","volume":"54 1","pages":""},"PeriodicalIF":0.0000,"publicationDate":"2024-09-11","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Metallurgical and Materials Transactions A","FirstCategoryId":"1085","ListUrlMain":"https://doi.org/10.1007/s11661-024-07571-w","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"","JCRName":"","Score":null,"Total":0}
引用次数: 0
Abstract
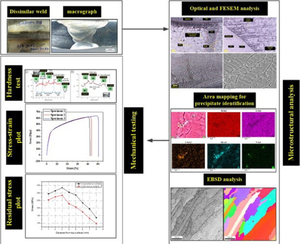
For this study, the researchers aimed to dissimilar weld the Nickel-based superalloy Inconel 718 (IN 718) with austenitic stainless steel 304L (ASS 304L) using the gas tungsten arc welding (GTAW) technique and Nickel-based filler IN 82 (ERNiCr-3). In order to examine the weld microstructures, we utilized optical microscopy (OM) and field emission scanning electron microscopy (FESEM) with energy-dispersive spectroscopy (EDS) to identify any segregation present in various weld zones. Through optical and FESEM analyses, it was revealed that the base metals (BM) exhibit an austenitic character. The IN 718 BM matrix contains dispersed γ′ and γ″ strengthening precipitates within the Nickel matrix. On the other hand, the ASS 304L BM displayed a unique austenitic microstructure characterized by twins features. The weld metal exhibited solidification grain boundaries (SGBs), migrated grain boundaries (MGBs), and distinct dendritic microstructures that had an impact on the properties of the weld. Through extensive analysis and mapping of the IN 82 weld zone, it was discovered that interdendritic regions contain carbides of Nb, Cr, and Ti. In addition, there were Unmixed zone (UZ) areas between the IN 82 filler and the base materials on both sides of the weld zone, appearing as islands and beaches. The texture of the different weld zones was evaluated using electron backscattered diffraction (EBSD) analysis. Additionally, the presence of a notable level of strain within the weld metal grains was observed through Kernel average misorientation (KAM) micrographs. Fractures were observed in the IN 82 weld zone, indicating that it is the weakest area in the IN 718/ASS 304L dissimilar weld at room temperature, according to the outputs of the tensile tests. The micro-hardness profile showed substantial hardness values in the weld zone, which can be attributed to the appearance of a diverse microstructure and additional precipitates. At room temperature, the recorded average tensile strength of the dissimilar weld joint was 626 MPa. In addition, experiments were carried out at high temperatures of 550 °C, 600 °C, and 650 °C to measure the tensile strength. In the high-temperature tensile tests, it was observed that the IN 82 weld zone exhibited higher tensile strength compared to the ASS 304L BM. Interestingly, the high temperatures tensile specimens failed in the 304L BM. The Charpy impact toughness test was performed with notches at ASS 304L HAZ, IN 718 HAZ, and the weld center. Using the deep hole drilling (DHD) technique, we were able to quantify residual stress and identify the location of the highest tensile residual stress, which was found to be 3 mm from the weld surface.


 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
