{"title":"多拉炼油厂动力前置装置中带有工艺热交换器的多级离心循环气体压缩机连接防浪涌系统气体管道的优缺点","authors":"Omar M. Waheeb","doi":"10.1134/S1070427224010026","DOIUrl":null,"url":null,"abstract":"<p>Gasoline produced by hydrotreating light and heavy naphtha and reforming hydrotreated heavy naphtha, hydrogen required for both processes produced by the reforming unit as a byproduct, compression, and recycling of hydrogen required for reforming reactions provided by recycle gas compressor (centrifugal multi-stages compressor), due to the design criteria of this compressor the anti-surge system pass 18000 kg/h, of hydrogen from discharge to suction of compressor with 3” control valve, at the low flow situation during the startup of the unit to avoid the lake of gas flow and avoid overpressure in the discharge of the compressor. Anti-surge system in this compressor contains no inter-stage cooler, the suction temperature of the compressor is designed at 43℃, and the discharge of the compressor is 79℃ when the anti-surge system is involved in the process, the suction temperature of the compressor becomes 70℃, and the discharge becomes 108℃ due to the heat accumulation of recycle gas out of the anti-surge system. In an aim to solve this problem, the outlet of the anti-surge system of the compressor connected with the process heat exchanger, to cool down the hydrogen inlet to suction of the compressor to approximately 46℃ and back to the design limits, the disadvantage of this solution is the absorption of the light end associated with recycle gas posing in the process heat exchanger, which reduces the total molecular weight of recycle gas through the anti-surge system from 13.336 to 10.51 kg/kg mol at start of the run, and from 16.155 to 12.15 kg/kg mol at the end of the run.</p>","PeriodicalId":757,"journal":{"name":"Russian Journal of Applied Chemistry","volume":"97 1","pages":"1 - 11"},"PeriodicalIF":0.6000,"publicationDate":"2024-04-20","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Advantages and Disadvantages of Connect Anti-Surge System Gas Pipe of Multistage Centrifugal Recycle Gas Compressor with Process Heat Exchanger in Power Former Unit in Daura Refinery\",\"authors\":\"Omar M. Waheeb\",\"doi\":\"10.1134/S1070427224010026\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>Gasoline produced by hydrotreating light and heavy naphtha and reforming hydrotreated heavy naphtha, hydrogen required for both processes produced by the reforming unit as a byproduct, compression, and recycling of hydrogen required for reforming reactions provided by recycle gas compressor (centrifugal multi-stages compressor), due to the design criteria of this compressor the anti-surge system pass 18000 kg/h, of hydrogen from discharge to suction of compressor with 3” control valve, at the low flow situation during the startup of the unit to avoid the lake of gas flow and avoid overpressure in the discharge of the compressor. Anti-surge system in this compressor contains no inter-stage cooler, the suction temperature of the compressor is designed at 43℃, and the discharge of the compressor is 79℃ when the anti-surge system is involved in the process, the suction temperature of the compressor becomes 70℃, and the discharge becomes 108℃ due to the heat accumulation of recycle gas out of the anti-surge system. In an aim to solve this problem, the outlet of the anti-surge system of the compressor connected with the process heat exchanger, to cool down the hydrogen inlet to suction of the compressor to approximately 46℃ and back to the design limits, the disadvantage of this solution is the absorption of the light end associated with recycle gas posing in the process heat exchanger, which reduces the total molecular weight of recycle gas through the anti-surge system from 13.336 to 10.51 kg/kg mol at start of the run, and from 16.155 to 12.15 kg/kg mol at the end of the run.</p>\",\"PeriodicalId\":757,\"journal\":{\"name\":\"Russian Journal of Applied Chemistry\",\"volume\":\"97 1\",\"pages\":\"1 - 11\"},\"PeriodicalIF\":0.6000,\"publicationDate\":\"2024-04-20\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Russian Journal of Applied Chemistry\",\"FirstCategoryId\":\"92\",\"ListUrlMain\":\"https://link.springer.com/article/10.1134/S1070427224010026\",\"RegionNum\":4,\"RegionCategory\":\"化学\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q4\",\"JCRName\":\"CHEMISTRY, APPLIED\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Russian Journal of Applied Chemistry","FirstCategoryId":"92","ListUrlMain":"https://link.springer.com/article/10.1134/S1070427224010026","RegionNum":4,"RegionCategory":"化学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q4","JCRName":"CHEMISTRY, APPLIED","Score":null,"Total":0}
Advantages and Disadvantages of Connect Anti-Surge System Gas Pipe of Multistage Centrifugal Recycle Gas Compressor with Process Heat Exchanger in Power Former Unit in Daura Refinery
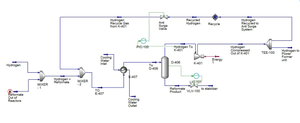
Gasoline produced by hydrotreating light and heavy naphtha and reforming hydrotreated heavy naphtha, hydrogen required for both processes produced by the reforming unit as a byproduct, compression, and recycling of hydrogen required for reforming reactions provided by recycle gas compressor (centrifugal multi-stages compressor), due to the design criteria of this compressor the anti-surge system pass 18000 kg/h, of hydrogen from discharge to suction of compressor with 3” control valve, at the low flow situation during the startup of the unit to avoid the lake of gas flow and avoid overpressure in the discharge of the compressor. Anti-surge system in this compressor contains no inter-stage cooler, the suction temperature of the compressor is designed at 43℃, and the discharge of the compressor is 79℃ when the anti-surge system is involved in the process, the suction temperature of the compressor becomes 70℃, and the discharge becomes 108℃ due to the heat accumulation of recycle gas out of the anti-surge system. In an aim to solve this problem, the outlet of the anti-surge system of the compressor connected with the process heat exchanger, to cool down the hydrogen inlet to suction of the compressor to approximately 46℃ and back to the design limits, the disadvantage of this solution is the absorption of the light end associated with recycle gas posing in the process heat exchanger, which reduces the total molecular weight of recycle gas through the anti-surge system from 13.336 to 10.51 kg/kg mol at start of the run, and from 16.155 to 12.15 kg/kg mol at the end of the run.
期刊介绍:
Russian Journal of Applied Chemistry (Zhurnal prikladnoi khimii) was founded in 1928. It covers all application problems of modern chemistry, including the structure of inorganic and organic compounds, kinetics and mechanisms of chemical reactions, problems of chemical processes and apparatus, borderline problems of chemistry, and applied research.




 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
