{"title":"通过选择性激光熔融在铝合金 AK 9 中形成焊缝的特异性","authors":"V. V. Ovchinnikov, R. B. Reztsov","doi":"10.1134/S2075113324700758","DOIUrl":null,"url":null,"abstract":"<p>The issue of obtaining high-quality welds in plates made of AL9 alloy using powder through selective laser fusion is addressed. Welded butt joints in plates made of AK9 alloy having a thickness of 3.0 mm are made using welding (automatic argon arc and electron beam welding) and friction stir welding. After welding, the base metal of AK9 alloy plates and the welded joints are studied using X-ray transmission, computer tomography, metallographic analysis, and mechanical tests to get information on static tension and static three-point bending. X-ray inspection of welded joints made by automatic argon arc and electron beam welding reveals multiple porosity inside the welds. Spherical micropores formed in the parent metal during selective laser fusion act as pore nuclei inside in the weld metal. These micropores have a diameter of 150–200 µm. During fusion welding, micropores grow in diameter to 420–1070 µm in the welding bath in the case of argon arc welding and to 215–420 µm in electron beam welding. Metallographic analysis of fusion welding cross sections of welded joints reveals a characteristic pore distribution in the weld metal. In the case of argon arc welding, the largest pores are located near the front surface of the weld. The pores having a diameter of 80–220 µm form chains along the entire thickness of the welded plates in the fusion zone at the border of the weld and the base metal. It is in this zone that welded joints break under static tension. The welding factor of the AK9 alloy joints obtained by fusion welding is as follows: for automatic argon arc welding, it is 0.46; for electron beam welding, it is 0.66. It is established that the porosity issue can be eliminated in welded joints through solid-phase welding to make butt welds (through friction stir welding). The welding factor of the butt welds made in AK9 alloy plates performed by friction stir welding stays at a level of 0.81–0.86 of the ultimate strength of the base metal. The break of welded joints occurs across the stir zone. The weld zone formed during friction stir welding undergoes dynamic recrystallization resulting in forming a fine-grained equiaxial structure with an average grain size of 4.5–6.2 µm. There is almost no pores in this structure. The base metal is represented by a cell structure featuring pores up to 168 µm in size.</p>","PeriodicalId":586,"journal":{"name":"Inorganic Materials: Applied Research","volume":"15 4","pages":"1166 - 1173"},"PeriodicalIF":0.3000,"publicationDate":"2024-08-08","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Specificity in Forming Welds in Aluminum Alloy AK 9 Obtained through Selective Laser Fusion\",\"authors\":\"V. V. Ovchinnikov, R. B. Reztsov\",\"doi\":\"10.1134/S2075113324700758\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>The issue of obtaining high-quality welds in plates made of AL9 alloy using powder through selective laser fusion is addressed. Welded butt joints in plates made of AK9 alloy having a thickness of 3.0 mm are made using welding (automatic argon arc and electron beam welding) and friction stir welding. After welding, the base metal of AK9 alloy plates and the welded joints are studied using X-ray transmission, computer tomography, metallographic analysis, and mechanical tests to get information on static tension and static three-point bending. X-ray inspection of welded joints made by automatic argon arc and electron beam welding reveals multiple porosity inside the welds. Spherical micropores formed in the parent metal during selective laser fusion act as pore nuclei inside in the weld metal. These micropores have a diameter of 150–200 µm. During fusion welding, micropores grow in diameter to 420–1070 µm in the welding bath in the case of argon arc welding and to 215–420 µm in electron beam welding. Metallographic analysis of fusion welding cross sections of welded joints reveals a characteristic pore distribution in the weld metal. In the case of argon arc welding, the largest pores are located near the front surface of the weld. The pores having a diameter of 80–220 µm form chains along the entire thickness of the welded plates in the fusion zone at the border of the weld and the base metal. It is in this zone that welded joints break under static tension. The welding factor of the AK9 alloy joints obtained by fusion welding is as follows: for automatic argon arc welding, it is 0.46; for electron beam welding, it is 0.66. It is established that the porosity issue can be eliminated in welded joints through solid-phase welding to make butt welds (through friction stir welding). The welding factor of the butt welds made in AK9 alloy plates performed by friction stir welding stays at a level of 0.81–0.86 of the ultimate strength of the base metal. The break of welded joints occurs across the stir zone. The weld zone formed during friction stir welding undergoes dynamic recrystallization resulting in forming a fine-grained equiaxial structure with an average grain size of 4.5–6.2 µm. There is almost no pores in this structure. The base metal is represented by a cell structure featuring pores up to 168 µm in size.</p>\",\"PeriodicalId\":586,\"journal\":{\"name\":\"Inorganic Materials: Applied Research\",\"volume\":\"15 4\",\"pages\":\"1166 - 1173\"},\"PeriodicalIF\":0.3000,\"publicationDate\":\"2024-08-08\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Inorganic Materials: Applied Research\",\"FirstCategoryId\":\"1085\",\"ListUrlMain\":\"https://link.springer.com/article/10.1134/S2075113324700758\",\"RegionNum\":0,\"RegionCategory\":null,\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q4\",\"JCRName\":\"MATERIALS SCIENCE, MULTIDISCIPLINARY\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Inorganic Materials: Applied Research","FirstCategoryId":"1085","ListUrlMain":"https://link.springer.com/article/10.1134/S2075113324700758","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q4","JCRName":"MATERIALS SCIENCE, MULTIDISCIPLINARY","Score":null,"Total":0}
Specificity in Forming Welds in Aluminum Alloy AK 9 Obtained through Selective Laser Fusion
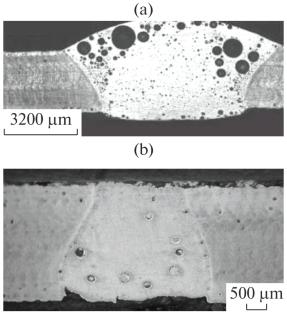
The issue of obtaining high-quality welds in plates made of AL9 alloy using powder through selective laser fusion is addressed. Welded butt joints in plates made of AK9 alloy having a thickness of 3.0 mm are made using welding (automatic argon arc and electron beam welding) and friction stir welding. After welding, the base metal of AK9 alloy plates and the welded joints are studied using X-ray transmission, computer tomography, metallographic analysis, and mechanical tests to get information on static tension and static three-point bending. X-ray inspection of welded joints made by automatic argon arc and electron beam welding reveals multiple porosity inside the welds. Spherical micropores formed in the parent metal during selective laser fusion act as pore nuclei inside in the weld metal. These micropores have a diameter of 150–200 µm. During fusion welding, micropores grow in diameter to 420–1070 µm in the welding bath in the case of argon arc welding and to 215–420 µm in electron beam welding. Metallographic analysis of fusion welding cross sections of welded joints reveals a characteristic pore distribution in the weld metal. In the case of argon arc welding, the largest pores are located near the front surface of the weld. The pores having a diameter of 80–220 µm form chains along the entire thickness of the welded plates in the fusion zone at the border of the weld and the base metal. It is in this zone that welded joints break under static tension. The welding factor of the AK9 alloy joints obtained by fusion welding is as follows: for automatic argon arc welding, it is 0.46; for electron beam welding, it is 0.66. It is established that the porosity issue can be eliminated in welded joints through solid-phase welding to make butt welds (through friction stir welding). The welding factor of the butt welds made in AK9 alloy plates performed by friction stir welding stays at a level of 0.81–0.86 of the ultimate strength of the base metal. The break of welded joints occurs across the stir zone. The weld zone formed during friction stir welding undergoes dynamic recrystallization resulting in forming a fine-grained equiaxial structure with an average grain size of 4.5–6.2 µm. There is almost no pores in this structure. The base metal is represented by a cell structure featuring pores up to 168 µm in size.
期刊介绍:
Inorganic Materials: Applied Research contains translations of research articles devoted to applied aspects of inorganic materials. Best articles are selected from four Russian periodicals: Materialovedenie, Perspektivnye Materialy, Fizika i Khimiya Obrabotki Materialov, and Voprosy Materialovedeniya and translated into English. The journal reports recent achievements in materials science: physical and chemical bases of materials science; effects of synergism in composite materials; computer simulations; creation of new materials (including carbon-based materials and ceramics, semiconductors, superconductors, composite materials, polymers, materials for nuclear engineering, materials for aircraft and space engineering, materials for quantum electronics, materials for electronics and optoelectronics, materials for nuclear and thermonuclear power engineering, radiation-hardened materials, materials for use in medicine, etc.); analytical techniques; structure–property relationships; nanostructures and nanotechnologies; advanced technologies; use of hydrogen in structural materials; and economic and environmental issues. The journal also considers engineering issues of materials processing with plasma, high-gradient crystallization, laser technology, and ultrasonic technology. Currently the journal does not accept direct submissions, but submissions to one of the source journals is possible.





 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
