{"title":"研究玻璃球增强聚合物复合材料的切削力 研究玻璃球增强聚合物复合材料的切削力","authors":"F. Ficici","doi":"10.1002/mawe.202300381","DOIUrl":null,"url":null,"abstract":"<p>In this study, the effects of reinforcement ratio, drill bit material, and drilling process parameters on the cutting forces generated during the drilling of glass sphere-reinforced polypropylene composites were investigated experimentally. Test specimens were produced by conventional injection-moulding of glass sphere reinforced polypropylene composite materials at 5 %, 10 % and 20 % wt. ratios. High speed steel, titanium-coated high-speed steel, and carbide drill bits with 4 mm diameter were preferred for drilling. In addition, the drilling process was carried out on a 3-axis computer numeric control milling machine. Three different feed rates of 0.05 mm/rev, 0.10 mm/rev, and 0.15 mm/rev and cutting speeds of 12 m⋅min<sup>−1</sup>, 16 m⋅min<sup>−1</sup>, and 20 m⋅min<sup>−1</sup> were determined for the drilling process. In addition, Taguchi experimental optimization method, analysis of variance and scanning electron microscopy were used to investigate the morphology of the drilled surface and the wear mechanisms occurring on the drill bit due to the drilling process. The test findings showed that the maximum torque value was 54.64 N⋅mm and the maximum thrust force was 100.43 N. The optimum test parameter for cutting forces was observed as C1D3FR1CS3. Drill parameter had an effect of 40.96 % on thrust force and 36.11 % on torque.</p>","PeriodicalId":18366,"journal":{"name":"Materialwissenschaft und Werkstofftechnik","volume":"55 11","pages":"1503-1518"},"PeriodicalIF":1.1000,"publicationDate":"2024-11-08","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Investigation of cutting forces of glass sphere reinforced polymer composites\\n Untersuchung der Schnittkräfte von glaskugelverstärkten Polymerverbundwerkstoffen\",\"authors\":\"F. Ficici\",\"doi\":\"10.1002/mawe.202300381\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>In this study, the effects of reinforcement ratio, drill bit material, and drilling process parameters on the cutting forces generated during the drilling of glass sphere-reinforced polypropylene composites were investigated experimentally. Test specimens were produced by conventional injection-moulding of glass sphere reinforced polypropylene composite materials at 5 %, 10 % and 20 % wt. ratios. High speed steel, titanium-coated high-speed steel, and carbide drill bits with 4 mm diameter were preferred for drilling. In addition, the drilling process was carried out on a 3-axis computer numeric control milling machine. Three different feed rates of 0.05 mm/rev, 0.10 mm/rev, and 0.15 mm/rev and cutting speeds of 12 m⋅min<sup>−1</sup>, 16 m⋅min<sup>−1</sup>, and 20 m⋅min<sup>−1</sup> were determined for the drilling process. In addition, Taguchi experimental optimization method, analysis of variance and scanning electron microscopy were used to investigate the morphology of the drilled surface and the wear mechanisms occurring on the drill bit due to the drilling process. The test findings showed that the maximum torque value was 54.64 N⋅mm and the maximum thrust force was 100.43 N. The optimum test parameter for cutting forces was observed as C1D3FR1CS3. Drill parameter had an effect of 40.96 % on thrust force and 36.11 % on torque.</p>\",\"PeriodicalId\":18366,\"journal\":{\"name\":\"Materialwissenschaft und Werkstofftechnik\",\"volume\":\"55 11\",\"pages\":\"1503-1518\"},\"PeriodicalIF\":1.1000,\"publicationDate\":\"2024-11-08\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Materialwissenschaft und Werkstofftechnik\",\"FirstCategoryId\":\"88\",\"ListUrlMain\":\"https://onlinelibrary.wiley.com/doi/10.1002/mawe.202300381\",\"RegionNum\":4,\"RegionCategory\":\"材料科学\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q4\",\"JCRName\":\"MATERIALS SCIENCE, MULTIDISCIPLINARY\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Materialwissenschaft und Werkstofftechnik","FirstCategoryId":"88","ListUrlMain":"https://onlinelibrary.wiley.com/doi/10.1002/mawe.202300381","RegionNum":4,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q4","JCRName":"MATERIALS SCIENCE, MULTIDISCIPLINARY","Score":null,"Total":0}
Investigation of cutting forces of glass sphere reinforced polymer composites
Untersuchung der Schnittkräfte von glaskugelverstärkten Polymerverbundwerkstoffen
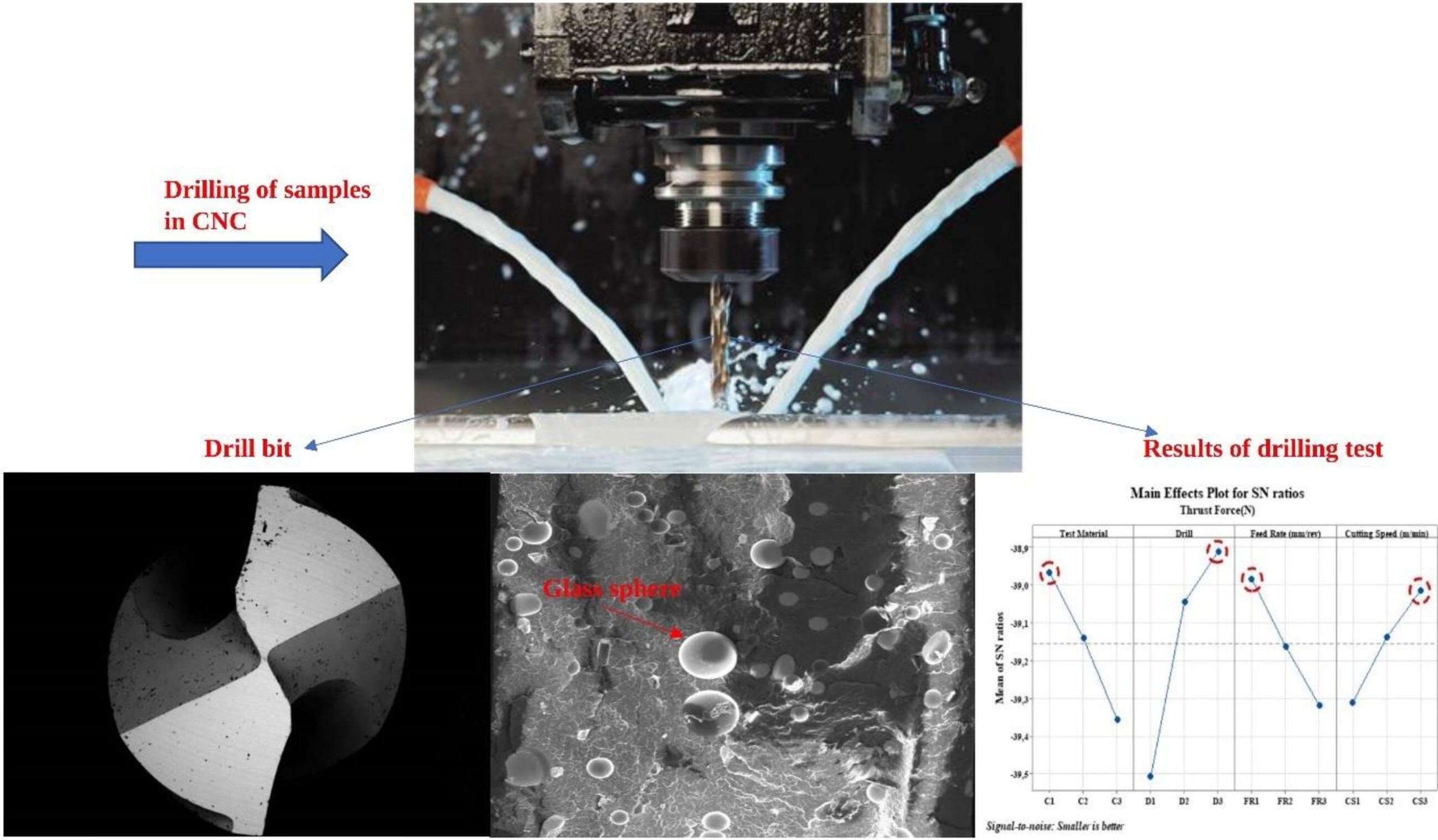
In this study, the effects of reinforcement ratio, drill bit material, and drilling process parameters on the cutting forces generated during the drilling of glass sphere-reinforced polypropylene composites were investigated experimentally. Test specimens were produced by conventional injection-moulding of glass sphere reinforced polypropylene composite materials at 5 %, 10 % and 20 % wt. ratios. High speed steel, titanium-coated high-speed steel, and carbide drill bits with 4 mm diameter were preferred for drilling. In addition, the drilling process was carried out on a 3-axis computer numeric control milling machine. Three different feed rates of 0.05 mm/rev, 0.10 mm/rev, and 0.15 mm/rev and cutting speeds of 12 m⋅min−1, 16 m⋅min−1, and 20 m⋅min−1 were determined for the drilling process. In addition, Taguchi experimental optimization method, analysis of variance and scanning electron microscopy were used to investigate the morphology of the drilled surface and the wear mechanisms occurring on the drill bit due to the drilling process. The test findings showed that the maximum torque value was 54.64 N⋅mm and the maximum thrust force was 100.43 N. The optimum test parameter for cutting forces was observed as C1D3FR1CS3. Drill parameter had an effect of 40.96 % on thrust force and 36.11 % on torque.
期刊介绍:
Materialwissenschaft und Werkstofftechnik provides fundamental and practical information for those concerned with materials development, manufacture, and testing.
Both technical and economic aspects are taken into consideration in order to facilitate choice of the material that best suits the purpose at hand. Review articles summarize new developments and offer fresh insight into the various aspects of the discipline.
Recent results regarding material selection, use and testing are described in original articles, which also deal with failure treatment and investigation. Abstracts of new publications from other journals as well as lectures presented at meetings and reports about forthcoming events round off the journal.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
