{"title":"淬硬AISI 4340钢涂层硬质合金刀片加工的表面粗糙度、侧面磨损、切屑形貌及成本估算试验研究","authors":"Sudhansu Ranjan Das, Asutosh Panda, Debabrata Dhupal","doi":"10.1186/s40759-017-0025-1","DOIUrl":null,"url":null,"abstract":"<p>Now-a-days, newer hardened steel materials are coming rapidly into the market due to its wide applications in various fields of engineering. So the machinability investigation of these steel materials is one of the prime concern for practicing engineers, prior to actual machining.</p><p>The present study addresses surface roughness, flank wear and chip morphology during dry hard turning of AISI 4340 steel (49 HRC) using CVD (TiN/TiCN/Al<sub>2</sub>O<sub>3</sub>/TiN) multilayer coated carbide tool. Three factors (cutting speed, feed and depth of cut) and three-level factorial experiment designs with Taguchi’s L<sub>9</sub> Orthogonal array (OA) and statistical analysis of variance (ANOVA) were performed to investigate the consequent effect of these cutting parameters on the tool and workpiece in terms of flank wear and surface roughness. For better understanding of the cutting process, surface topography of machined workpieces, wear mechanisms of worn coated carbide tool and chip morphology of generated chips were observed by scanning electron microscope (SEM). Consequently, multiple regression analysis was adopted to develop mathematical model for each response, along with various diagnostic tests were performed to check the validity and efficacy of the proposed model. Finally, to justify the economical feasibility of coated carbide tool in hard turning application, a cost analysis was performed based on Gilbert’s approach by evaluating the tool life under optimized cutting condition (suggested by response optimization technique).</p><p>The results shows that surface roughness and flank wear are statistically significant influenced by feed and cutting speed. In fact, increase in cutting speed resulted in better surface finish as well as increase in flank wear. Tool wear describes the gradual failure of cutting tool, caused grooves by abrasion due to rubbing effect of flank land with hard particles in the machined surface and high cutting temperature. Chip morphology confirms the formation of saw-tooth type of chip with severity of chip serration due to cyclic crack propagation caused by plastic deformation. The total machining cost per part is found to be $0.13 (i.e. in Indian rupees Rs. 8.21) for machining of hardened AISI 4340 steel with coated carbide tool.</p><p>From the study, the effectiveness and potential of multilayer TiN/TiCN/Al<sub>2</sub>O<sub>3</sub>/TiN coated carbide tool for hard turning process during dry cutting condition possesses high yielding and cost-effective benefit to substitute the traditional cylindrical grinding operation. Apart, it also contributes reasonable option to costlier CBN and ceramic tools.</p>","PeriodicalId":696,"journal":{"name":"Mechanics of Advanced Materials and Modern Processes","volume":"3 1","pages":""},"PeriodicalIF":4.0300,"publicationDate":"2017-05-04","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://sci-hub-pdf.com/10.1186/s40759-017-0025-1","citationCount":"59","resultStr":"{\"title\":\"Experimental investigation of surface roughness, flank wear, chip morphology and cost estimation during machining of hardened AISI 4340 steel with coated carbide insert\",\"authors\":\"Sudhansu Ranjan Das, Asutosh Panda, Debabrata Dhupal\",\"doi\":\"10.1186/s40759-017-0025-1\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>Now-a-days, newer hardened steel materials are coming rapidly into the market due to its wide applications in various fields of engineering. So the machinability investigation of these steel materials is one of the prime concern for practicing engineers, prior to actual machining.</p><p>The present study addresses surface roughness, flank wear and chip morphology during dry hard turning of AISI 4340 steel (49 HRC) using CVD (TiN/TiCN/Al<sub>2</sub>O<sub>3</sub>/TiN) multilayer coated carbide tool. Three factors (cutting speed, feed and depth of cut) and three-level factorial experiment designs with Taguchi’s L<sub>9</sub> Orthogonal array (OA) and statistical analysis of variance (ANOVA) were performed to investigate the consequent effect of these cutting parameters on the tool and workpiece in terms of flank wear and surface roughness. For better understanding of the cutting process, surface topography of machined workpieces, wear mechanisms of worn coated carbide tool and chip morphology of generated chips were observed by scanning electron microscope (SEM). Consequently, multiple regression analysis was adopted to develop mathematical model for each response, along with various diagnostic tests were performed to check the validity and efficacy of the proposed model. Finally, to justify the economical feasibility of coated carbide tool in hard turning application, a cost analysis was performed based on Gilbert’s approach by evaluating the tool life under optimized cutting condition (suggested by response optimization technique).</p><p>The results shows that surface roughness and flank wear are statistically significant influenced by feed and cutting speed. In fact, increase in cutting speed resulted in better surface finish as well as increase in flank wear. Tool wear describes the gradual failure of cutting tool, caused grooves by abrasion due to rubbing effect of flank land with hard particles in the machined surface and high cutting temperature. Chip morphology confirms the formation of saw-tooth type of chip with severity of chip serration due to cyclic crack propagation caused by plastic deformation. The total machining cost per part is found to be $0.13 (i.e. in Indian rupees Rs. 8.21) for machining of hardened AISI 4340 steel with coated carbide tool.</p><p>From the study, the effectiveness and potential of multilayer TiN/TiCN/Al<sub>2</sub>O<sub>3</sub>/TiN coated carbide tool for hard turning process during dry cutting condition possesses high yielding and cost-effective benefit to substitute the traditional cylindrical grinding operation. Apart, it also contributes reasonable option to costlier CBN and ceramic tools.</p>\",\"PeriodicalId\":696,\"journal\":{\"name\":\"Mechanics of Advanced Materials and Modern Processes\",\"volume\":\"3 1\",\"pages\":\"\"},\"PeriodicalIF\":4.0300,\"publicationDate\":\"2017-05-04\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"https://sci-hub-pdf.com/10.1186/s40759-017-0025-1\",\"citationCount\":\"59\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Mechanics of Advanced Materials and Modern Processes\",\"FirstCategoryId\":\"4\",\"ListUrlMain\":\"https://link.springer.com/article/10.1186/s40759-017-0025-1\",\"RegionNum\":0,\"RegionCategory\":null,\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"\",\"JCRName\":\"\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Mechanics of Advanced Materials and Modern Processes","FirstCategoryId":"4","ListUrlMain":"https://link.springer.com/article/10.1186/s40759-017-0025-1","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"","JCRName":"","Score":null,"Total":0}
Experimental investigation of surface roughness, flank wear, chip morphology and cost estimation during machining of hardened AISI 4340 steel with coated carbide insert
Now-a-days, newer hardened steel materials are coming rapidly into the market due to its wide applications in various fields of engineering. So the machinability investigation of these steel materials is one of the prime concern for practicing engineers, prior to actual machining.
The present study addresses surface roughness, flank wear and chip morphology during dry hard turning of AISI 4340 steel (49 HRC) using CVD (TiN/TiCN/Al2O3/TiN) multilayer coated carbide tool. Three factors (cutting speed, feed and depth of cut) and three-level factorial experiment designs with Taguchi’s L9 Orthogonal array (OA) and statistical analysis of variance (ANOVA) were performed to investigate the consequent effect of these cutting parameters on the tool and workpiece in terms of flank wear and surface roughness. For better understanding of the cutting process, surface topography of machined workpieces, wear mechanisms of worn coated carbide tool and chip morphology of generated chips were observed by scanning electron microscope (SEM). Consequently, multiple regression analysis was adopted to develop mathematical model for each response, along with various diagnostic tests were performed to check the validity and efficacy of the proposed model. Finally, to justify the economical feasibility of coated carbide tool in hard turning application, a cost analysis was performed based on Gilbert’s approach by evaluating the tool life under optimized cutting condition (suggested by response optimization technique).
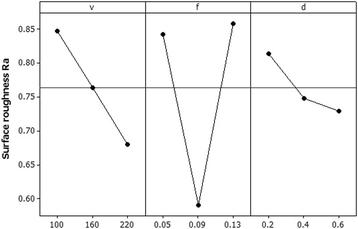
The results shows that surface roughness and flank wear are statistically significant influenced by feed and cutting speed. In fact, increase in cutting speed resulted in better surface finish as well as increase in flank wear. Tool wear describes the gradual failure of cutting tool, caused grooves by abrasion due to rubbing effect of flank land with hard particles in the machined surface and high cutting temperature. Chip morphology confirms the formation of saw-tooth type of chip with severity of chip serration due to cyclic crack propagation caused by plastic deformation. The total machining cost per part is found to be $0.13 (i.e. in Indian rupees Rs. 8.21) for machining of hardened AISI 4340 steel with coated carbide tool.
From the study, the effectiveness and potential of multilayer TiN/TiCN/Al2O3/TiN coated carbide tool for hard turning process during dry cutting condition possesses high yielding and cost-effective benefit to substitute the traditional cylindrical grinding operation. Apart, it also contributes reasonable option to costlier CBN and ceramic tools.


 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
