{"title":"介绍金属切削中刀具尖端的滚动运动","authors":"Ashish Kumar , Abhishek Maurya , Venu Madhava Kandadi , Anirban Mahato","doi":"10.1016/j.ijmachtools.2023.104001","DOIUrl":null,"url":null,"abstract":"<div><p>In metal cutting, severe sliding contact at the tool-chip interface is unavoidable by a conventional cutting tool, which results in sloth motion of chip, higher chip thickness, formation of stagnation zone, higher power consumption, and poor surface finish. To overcome this limitation, rolling motion is introduced at the tool-chip interface by mounting a roller at the tip of a cutting tool – termed as Rotating Tip Cutting Tool (RTC-tool). The roller in RTC-tool rotates during cutting and establishes rolling-sliding contact. A model <em>in-situ</em> experimental configuration is used to study the plane strain flow characteristic of pure copper, notoriously known for higher chip thickness and power consumption, during cutting at low speed. The performance of RTC-tool is compared with sharp cutting-edge and blunt cutting-edge tools (fixed curvature and stationary-roller-tip tool). It is found that rolling motion at the tool-tip decreases the chip thickness and average plastic strain within the chip by about two times than sharp tool and more than two times than the blunt tools. Additionally, there is a significant improvement in surface roughness than the sharp tool. The digital image correlation techniques reveal that flow characteristics within the chip and near the tool-tip interface (retardation region) are influenced by the non-laminar plastic flow of materials. As opposed to the unstable retardation region and periodic cracking at the tool-tip of sharp tool, additional rolling motion at the tool-tip cuts the chip at the incipient stage, forms a stable retardation region, and increases the average velocity of the material in this region. Large retardation region and sloth motion of materials within the retardation region produce large chip thickness during cutting by blunt edge tool. As the chip thickness rather power consumption of the sharp tool is less than the blunt tool, force measurement in nearly orthogonal cutting configuration of RTC-tool compared with the sharp cutting edge. These tests are performed at moderate speed range in a lathe machine. The force measurement data and post-cutting characterization are aligned with the <em>in-situ</em> observations. As the frictional resistance of the roller controls the chip thickness further improvement in the performance of the RTC-tool is possible by reducing the frictional resistance of the roller.</p></div>","PeriodicalId":14011,"journal":{"name":"International Journal of Machine Tools & Manufacture","volume":"186 ","pages":"Article 104001"},"PeriodicalIF":18.8000,"publicationDate":"2023-03-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Introduction of rolling motion at the tool-tip in metal cutting\",\"authors\":\"Ashish Kumar , Abhishek Maurya , Venu Madhava Kandadi , Anirban Mahato\",\"doi\":\"10.1016/j.ijmachtools.2023.104001\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>In metal cutting, severe sliding contact at the tool-chip interface is unavoidable by a conventional cutting tool, which results in sloth motion of chip, higher chip thickness, formation of stagnation zone, higher power consumption, and poor surface finish. To overcome this limitation, rolling motion is introduced at the tool-chip interface by mounting a roller at the tip of a cutting tool – termed as Rotating Tip Cutting Tool (RTC-tool). The roller in RTC-tool rotates during cutting and establishes rolling-sliding contact. A model <em>in-situ</em> experimental configuration is used to study the plane strain flow characteristic of pure copper, notoriously known for higher chip thickness and power consumption, during cutting at low speed. The performance of RTC-tool is compared with sharp cutting-edge and blunt cutting-edge tools (fixed curvature and stationary-roller-tip tool). It is found that rolling motion at the tool-tip decreases the chip thickness and average plastic strain within the chip by about two times than sharp tool and more than two times than the blunt tools. Additionally, there is a significant improvement in surface roughness than the sharp tool. The digital image correlation techniques reveal that flow characteristics within the chip and near the tool-tip interface (retardation region) are influenced by the non-laminar plastic flow of materials. As opposed to the unstable retardation region and periodic cracking at the tool-tip of sharp tool, additional rolling motion at the tool-tip cuts the chip at the incipient stage, forms a stable retardation region, and increases the average velocity of the material in this region. Large retardation region and sloth motion of materials within the retardation region produce large chip thickness during cutting by blunt edge tool. As the chip thickness rather power consumption of the sharp tool is less than the blunt tool, force measurement in nearly orthogonal cutting configuration of RTC-tool compared with the sharp cutting edge. These tests are performed at moderate speed range in a lathe machine. The force measurement data and post-cutting characterization are aligned with the <em>in-situ</em> observations. As the frictional resistance of the roller controls the chip thickness further improvement in the performance of the RTC-tool is possible by reducing the frictional resistance of the roller.</p></div>\",\"PeriodicalId\":14011,\"journal\":{\"name\":\"International Journal of Machine Tools & Manufacture\",\"volume\":\"186 \",\"pages\":\"Article 104001\"},\"PeriodicalIF\":18.8000,\"publicationDate\":\"2023-03-01\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Machine Tools & Manufacture\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S0890695523000093\",\"RegionNum\":1,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"2023/1/23 0:00:00\",\"PubModel\":\"Epub\",\"JCR\":\"Q1\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Machine Tools & Manufacture","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0890695523000093","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2023/1/23 0:00:00","PubModel":"Epub","JCR":"Q1","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
Introduction of rolling motion at the tool-tip in metal cutting
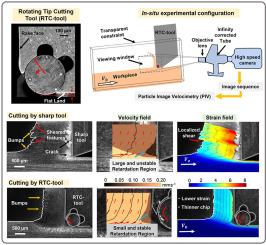
In metal cutting, severe sliding contact at the tool-chip interface is unavoidable by a conventional cutting tool, which results in sloth motion of chip, higher chip thickness, formation of stagnation zone, higher power consumption, and poor surface finish. To overcome this limitation, rolling motion is introduced at the tool-chip interface by mounting a roller at the tip of a cutting tool – termed as Rotating Tip Cutting Tool (RTC-tool). The roller in RTC-tool rotates during cutting and establishes rolling-sliding contact. A model in-situ experimental configuration is used to study the plane strain flow characteristic of pure copper, notoriously known for higher chip thickness and power consumption, during cutting at low speed. The performance of RTC-tool is compared with sharp cutting-edge and blunt cutting-edge tools (fixed curvature and stationary-roller-tip tool). It is found that rolling motion at the tool-tip decreases the chip thickness and average plastic strain within the chip by about two times than sharp tool and more than two times than the blunt tools. Additionally, there is a significant improvement in surface roughness than the sharp tool. The digital image correlation techniques reveal that flow characteristics within the chip and near the tool-tip interface (retardation region) are influenced by the non-laminar plastic flow of materials. As opposed to the unstable retardation region and periodic cracking at the tool-tip of sharp tool, additional rolling motion at the tool-tip cuts the chip at the incipient stage, forms a stable retardation region, and increases the average velocity of the material in this region. Large retardation region and sloth motion of materials within the retardation region produce large chip thickness during cutting by blunt edge tool. As the chip thickness rather power consumption of the sharp tool is less than the blunt tool, force measurement in nearly orthogonal cutting configuration of RTC-tool compared with the sharp cutting edge. These tests are performed at moderate speed range in a lathe machine. The force measurement data and post-cutting characterization are aligned with the in-situ observations. As the frictional resistance of the roller controls the chip thickness further improvement in the performance of the RTC-tool is possible by reducing the frictional resistance of the roller.
期刊介绍:
The International Journal of Machine Tools and Manufacture is dedicated to advancing scientific comprehension of the fundamental mechanics involved in processes and machines utilized in the manufacturing of engineering components. While the primary focus is on metals, the journal also explores applications in composites, ceramics, and other structural or functional materials. The coverage includes a diverse range of topics:
- Essential mechanics of processes involving material removal, accretion, and deformation, encompassing solid, semi-solid, or particulate forms.
- Significant scientific advancements in existing or new processes and machines.
- In-depth characterization of workpiece materials (structure/surfaces) through advanced techniques (e.g., SEM, EDS, TEM, EBSD, AES, Raman spectroscopy) to unveil new phenomenological aspects governing manufacturing processes.
- Tool design, utilization, and comprehensive studies of failure mechanisms.
- Innovative concepts of machine tools, fixtures, and tool holders supported by modeling and demonstrations relevant to manufacturing processes within the journal's scope.
- Novel scientific contributions exploring interactions between the machine tool, control system, software design, and processes.
- Studies elucidating specific mechanisms governing niche processes (e.g., ultra-high precision, nano/atomic level manufacturing with either mechanical or non-mechanical "tools").
- Innovative approaches, underpinned by thorough scientific analysis, addressing emerging or breakthrough processes (e.g., bio-inspired manufacturing) and/or applications (e.g., ultra-high precision optics).



 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
