{"title":"线材电火花加工过程中加工参数及线材振动的优化","authors":"Sameh Habib","doi":"10.1186/s40759-017-0017-1","DOIUrl":null,"url":null,"abstract":"<p>Wire Electrical discharge machining (WEDM) has higher capability for cutting complex shapes with high precision for very hard materials without using high cost of cutting tools. During the WEDM process, the wire behaves like a metal string, straightened by two axial pulling forces and deformed laterally by a sum of forces from the discharge process. Major forces acting on the wire can be classified into three categories. The first is a tensile force, pulling the wire from both sides in axial direction and keeping it straight. The second is the dielectric flushing force that comes from circulation of the dielectric fluid in the machining area. The third category consists of forces of different kinds resulting from sparking and discharging. Large amplitude of wire vibration leads to large kerf widths, low shape accuracies, rough machined surfaces, low cutting speeds and high risk of wire breakage. Such tendencies for poor machining performance due to wire instability behavior appear with thinner wires.</p><p>The present work investigates a mathematical modeling solution for correlating the interactive and higher order influences of various parameters affecting wire vibration during the WEDM process through response surface methodology (RSM). The adequacy of the above proposed model has been tested using analysis of variance (ANOVA).</p><p>Optimal combination of machining parameters such as wire tension, wire running speed, flow rate and servo voltage parameters has been obtained to minimize wire vibration.</p><p>The analysis of the experimental observations highlights that the wire tension, wire running speed, flow rate and servo voltage in WEDM greatly affect average wire vibration and kerf width. </p>","PeriodicalId":696,"journal":{"name":"Mechanics of Advanced Materials and Modern Processes","volume":"3 1","pages":""},"PeriodicalIF":4.0300,"publicationDate":"2017-01-28","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://sci-hub-pdf.com/10.1186/s40759-017-0017-1","citationCount":"32","resultStr":"{\"title\":\"Optimization of machining parameters and wire vibration in wire electrical discharge machining process\",\"authors\":\"Sameh Habib\",\"doi\":\"10.1186/s40759-017-0017-1\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>Wire Electrical discharge machining (WEDM) has higher capability for cutting complex shapes with high precision for very hard materials without using high cost of cutting tools. During the WEDM process, the wire behaves like a metal string, straightened by two axial pulling forces and deformed laterally by a sum of forces from the discharge process. Major forces acting on the wire can be classified into three categories. The first is a tensile force, pulling the wire from both sides in axial direction and keeping it straight. The second is the dielectric flushing force that comes from circulation of the dielectric fluid in the machining area. The third category consists of forces of different kinds resulting from sparking and discharging. Large amplitude of wire vibration leads to large kerf widths, low shape accuracies, rough machined surfaces, low cutting speeds and high risk of wire breakage. Such tendencies for poor machining performance due to wire instability behavior appear with thinner wires.</p><p>The present work investigates a mathematical modeling solution for correlating the interactive and higher order influences of various parameters affecting wire vibration during the WEDM process through response surface methodology (RSM). The adequacy of the above proposed model has been tested using analysis of variance (ANOVA).</p><p>Optimal combination of machining parameters such as wire tension, wire running speed, flow rate and servo voltage parameters has been obtained to minimize wire vibration.</p><p>The analysis of the experimental observations highlights that the wire tension, wire running speed, flow rate and servo voltage in WEDM greatly affect average wire vibration and kerf width. </p>\",\"PeriodicalId\":696,\"journal\":{\"name\":\"Mechanics of Advanced Materials and Modern Processes\",\"volume\":\"3 1\",\"pages\":\"\"},\"PeriodicalIF\":4.0300,\"publicationDate\":\"2017-01-28\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"https://sci-hub-pdf.com/10.1186/s40759-017-0017-1\",\"citationCount\":\"32\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Mechanics of Advanced Materials and Modern Processes\",\"FirstCategoryId\":\"4\",\"ListUrlMain\":\"https://link.springer.com/article/10.1186/s40759-017-0017-1\",\"RegionNum\":0,\"RegionCategory\":null,\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"\",\"JCRName\":\"\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Mechanics of Advanced Materials and Modern Processes","FirstCategoryId":"4","ListUrlMain":"https://link.springer.com/article/10.1186/s40759-017-0017-1","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"","JCRName":"","Score":null,"Total":0}
Optimization of machining parameters and wire vibration in wire electrical discharge machining process
Wire Electrical discharge machining (WEDM) has higher capability for cutting complex shapes with high precision for very hard materials without using high cost of cutting tools. During the WEDM process, the wire behaves like a metal string, straightened by two axial pulling forces and deformed laterally by a sum of forces from the discharge process. Major forces acting on the wire can be classified into three categories. The first is a tensile force, pulling the wire from both sides in axial direction and keeping it straight. The second is the dielectric flushing force that comes from circulation of the dielectric fluid in the machining area. The third category consists of forces of different kinds resulting from sparking and discharging. Large amplitude of wire vibration leads to large kerf widths, low shape accuracies, rough machined surfaces, low cutting speeds and high risk of wire breakage. Such tendencies for poor machining performance due to wire instability behavior appear with thinner wires.
The present work investigates a mathematical modeling solution for correlating the interactive and higher order influences of various parameters affecting wire vibration during the WEDM process through response surface methodology (RSM). The adequacy of the above proposed model has been tested using analysis of variance (ANOVA).
Optimal combination of machining parameters such as wire tension, wire running speed, flow rate and servo voltage parameters has been obtained to minimize wire vibration.
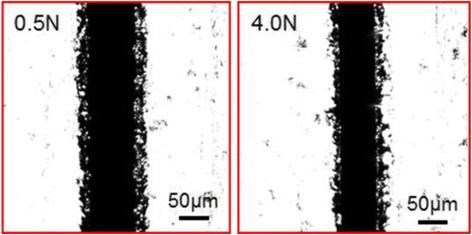
The analysis of the experimental observations highlights that the wire tension, wire running speed, flow rate and servo voltage in WEDM greatly affect average wire vibration and kerf width.



 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
