{"title":"Robotic welding system for adaptive process control in gas metal arc welding","authors":"A. Biber, R. Sharma, U. Reisgen","doi":"10.1007/s40194-024-01756-y","DOIUrl":null,"url":null,"abstract":"<div><p>Changing process conditions such as distortion, varying seam preparation or gap width during welding is a major challenge in automated gas metal arc welding (GMAW). While human welders can adjust the process during welding (e.g. welding speed, torch orientation), an automated welding system needs sensors to detect and actuators to adjust the process. Adjusting the process in response to changing process conditions is usually referred to as adaptive welding. The aim of this work is to build a robotic welding system capable of automatically adapting the welding process using some of the approaches of a human welder. To enable adaptive process control, a robotic welding system is built. It consists of four main components: a six-axis industrial robot for mechanical guidance of the welding torch, a welding power source, a monochrome visual camera as an image sensor and a process controller that combines the three components. The camera captures images of the weld pool during welding and processes the images to provide geometrical information such as the width of the weld pool and the position of the weld pool front. Changes in the weld pool geometry are quantified, and an adjustment strategy is generated in the process control unit in real time. Process adjustments can be mechanical (e.g. welding speed, torch orientation) and electrical by adjusting synergic process settings (wire feed speed, arc length, process dynamics). Validation tests demonstrate the functionality of the welding system. Two use cases were investigated. Firstly, a deposited weld bead was examined, and variations in the width of the weld pool were induced by varying the welding speed. The second application was a seam tracking application. The path is pre-programmed, and the specimen is positioned with an offset to the path. Compensation for the offset is implemented.</p></div>","PeriodicalId":809,"journal":{"name":"Welding in the World","volume":"68 9","pages":"2311 - 2320"},"PeriodicalIF":2.5000,"publicationDate":"2024-03-27","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://link.springer.com/content/pdf/10.1007/s40194-024-01756-y.pdf","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Welding in the World","FirstCategoryId":"88","ListUrlMain":"https://link.springer.com/article/10.1007/s40194-024-01756-y","RegionNum":4,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"METALLURGY & METALLURGICAL ENGINEERING","Score":null,"Total":0}
引用次数: 0
Abstract
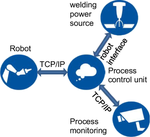
Changing process conditions such as distortion, varying seam preparation or gap width during welding is a major challenge in automated gas metal arc welding (GMAW). While human welders can adjust the process during welding (e.g. welding speed, torch orientation), an automated welding system needs sensors to detect and actuators to adjust the process. Adjusting the process in response to changing process conditions is usually referred to as adaptive welding. The aim of this work is to build a robotic welding system capable of automatically adapting the welding process using some of the approaches of a human welder. To enable adaptive process control, a robotic welding system is built. It consists of four main components: a six-axis industrial robot for mechanical guidance of the welding torch, a welding power source, a monochrome visual camera as an image sensor and a process controller that combines the three components. The camera captures images of the weld pool during welding and processes the images to provide geometrical information such as the width of the weld pool and the position of the weld pool front. Changes in the weld pool geometry are quantified, and an adjustment strategy is generated in the process control unit in real time. Process adjustments can be mechanical (e.g. welding speed, torch orientation) and electrical by adjusting synergic process settings (wire feed speed, arc length, process dynamics). Validation tests demonstrate the functionality of the welding system. Two use cases were investigated. Firstly, a deposited weld bead was examined, and variations in the width of the weld pool were induced by varying the welding speed. The second application was a seam tracking application. The path is pre-programmed, and the specimen is positioned with an offset to the path. Compensation for the offset is implemented.
期刊介绍:
The journal Welding in the World publishes authoritative papers on every aspect of materials joining, including welding, brazing, soldering, cutting, thermal spraying and allied joining and fabrication techniques.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
