Yanjun Lu , Mingrong Guo , Yongqi Dai , Qiang Wang , Hu Luo , Yongbo Wu
{"title":"Ultrasonic vibration-assisted grinding of quartz glass micro-hole","authors":"Yanjun Lu , Mingrong Guo , Yongqi Dai , Qiang Wang , Hu Luo , Yongbo Wu","doi":"10.1016/j.precisioneng.2024.09.021","DOIUrl":null,"url":null,"abstract":"<div><div>Quartz glass is extensively utilized in the aviation and biomedical fields. However, achieving high-quality ultrafine micro-holes on quartz glass is difficult because edge chipping and internal surface defects are prone to occur during processing. Therefore, the ultrasonic vibration-assisted grinding (UVAG) was proposed to realize efficient and low-damage precision machining of quartz glass micro-holes. First, the brittle-to-plastic transition depth and theoretical motion trajectory of a single grit of quartz glass in UVAG were analyzed. Subsequently, comparative experiments were conducted between UVAG and conventional grinding (CG) to machine quartz glass micro-holes. Finally, the influences of different parameters on grinding force, edge chipping, entrance and exit diameters, and internal surface quality were investigated. The experiments demonstrated that the grinding force, edge chipping at the entrance and exit, and internal surface roughness can be effectively reduced by UVAG compared to CG. After UVAG, the axial grinding force, size of the edge chips at the entrance and exit, and internal surface roughness decreased by 40.97 %, 36.28 %, 42.09 %, and 12.59 %, respectively. After optimizing the process parameters of UVAG, the size of edge chipping at the entrance and exit were 6.5 μm and 7 μm, respectively, and the internal surface roughness reached 0.146 μm. In this case, the diameter of the micro-hole was 112 μm, and had a depth-to-diameter ratio greater than 10.</div></div>","PeriodicalId":54589,"journal":{"name":"Precision Engineering-Journal of the International Societies for Precision Engineering and Nanotechnology","volume":"91 ","pages":"Pages 321-335"},"PeriodicalIF":4.5000,"publicationDate":"2024-12-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"Precision Engineering-Journal of the International Societies for Precision Engineering and Nanotechnology","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0141635924002216","RegionNum":2,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2024/9/26 0:00:00","PubModel":"Epub","JCR":"Q2","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
引用次数: 0
Abstract
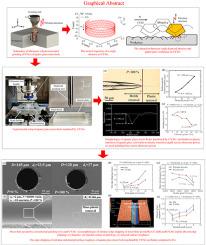
Quartz glass is extensively utilized in the aviation and biomedical fields. However, achieving high-quality ultrafine micro-holes on quartz glass is difficult because edge chipping and internal surface defects are prone to occur during processing. Therefore, the ultrasonic vibration-assisted grinding (UVAG) was proposed to realize efficient and low-damage precision machining of quartz glass micro-holes. First, the brittle-to-plastic transition depth and theoretical motion trajectory of a single grit of quartz glass in UVAG were analyzed. Subsequently, comparative experiments were conducted between UVAG and conventional grinding (CG) to machine quartz glass micro-holes. Finally, the influences of different parameters on grinding force, edge chipping, entrance and exit diameters, and internal surface quality were investigated. The experiments demonstrated that the grinding force, edge chipping at the entrance and exit, and internal surface roughness can be effectively reduced by UVAG compared to CG. After UVAG, the axial grinding force, size of the edge chips at the entrance and exit, and internal surface roughness decreased by 40.97 %, 36.28 %, 42.09 %, and 12.59 %, respectively. After optimizing the process parameters of UVAG, the size of edge chipping at the entrance and exit were 6.5 μm and 7 μm, respectively, and the internal surface roughness reached 0.146 μm. In this case, the diameter of the micro-hole was 112 μm, and had a depth-to-diameter ratio greater than 10.
期刊介绍:
Precision Engineering - Journal of the International Societies for Precision Engineering and Nanotechnology is devoted to the multidisciplinary study and practice of high accuracy engineering, metrology, and manufacturing. The journal takes an integrated approach to all subjects related to research, design, manufacture, performance validation, and application of high precision machines, instruments, and components, including fundamental and applied research and development in manufacturing processes, fabrication technology, and advanced measurement science. The scope includes precision-engineered systems and supporting metrology over the full range of length scales, from atom-based nanotechnology and advanced lithographic technology to large-scale systems, including optical and radio telescopes and macrometrology.



 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
