Marco Zago, Nora Lecis, Marco Mariani, Ilaria Cristofolini
{"title":"通过金属粘合剂喷射法制造 316L 和 17-4PH 不锈钢零件的尺寸和几何误差原因分析","authors":"Marco Zago, Nora Lecis, Marco Mariani, Ilaria Cristofolini","doi":"10.1007/s00170-024-13437-7","DOIUrl":null,"url":null,"abstract":"<p>This work aims at investigating the causes affecting the dimensional and geometrical accuracy of holes in metal binder jetting stainless steel parts. Parallelepiped samples with a through hole were produced using AISI 316L and 17-4PH powders, differing for diameter (3, 4, 5 mm), and position of the axes with respect to the building plane (6, 9, 12 mm distance). Dimensions and geometrical characteristics were measured at green and sintered state by a coordinate measuring machine, determining the dimensional change and the geometrical characteristics. As expected, the shrinkage of linear dimensions is anisotropic; moreover, change in volume and sintered density are significantly affected by the position in the printing chamber. Higher shrinkage was measured along building direction (Z) – 18.5 ÷ 19.5%, than in the building plane – 16.5 ÷ 17.5%, and slightly higher shrinkage – 0.5 ÷ 0.8% was measured along powder spreading direction (X) than binder injection direction (Y). A variation up to 3% in relative density of sintered parts depending on the position in the building plane was observed in 316L. The dimensional change of diameters generally confirmed the shrinkage predicted by the model previously developed—difference between real and expected dimensional changes lower than 3%, except for three geometries (4 ÷ 6%). The cylindricity form error of sintered parts was strongly underestimated by the prediction model (up to 0.15 mm), but underestimation was considerably reduced (generally lower than 0.05 mm) adding the cylindricity form error due to printing. Dimensional and geometrical accuracy of holes are strongly affected by shape distortion of the parallelepiped geometry, in turn due to layer shifting and inhomogeneous green density during printing, and to the effect of frictional forces with trays during sintering. Gravity load effect was also observed on the holes closest to the building plane. Future work will improve the reliability of the prediction model implementing the results of the present work.</p>","PeriodicalId":50345,"journal":{"name":"International Journal of Advanced Manufacturing Technology","volume":"1 1","pages":""},"PeriodicalIF":3.1000,"publicationDate":"2024-03-16","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Analysis of the causes determining dimensional and geometrical errors in 316L and 17-4PH stainless steel parts fabricated by metal binder jetting\",\"authors\":\"Marco Zago, Nora Lecis, Marco Mariani, Ilaria Cristofolini\",\"doi\":\"10.1007/s00170-024-13437-7\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>This work aims at investigating the causes affecting the dimensional and geometrical accuracy of holes in metal binder jetting stainless steel parts. Parallelepiped samples with a through hole were produced using AISI 316L and 17-4PH powders, differing for diameter (3, 4, 5 mm), and position of the axes with respect to the building plane (6, 9, 12 mm distance). Dimensions and geometrical characteristics were measured at green and sintered state by a coordinate measuring machine, determining the dimensional change and the geometrical characteristics. As expected, the shrinkage of linear dimensions is anisotropic; moreover, change in volume and sintered density are significantly affected by the position in the printing chamber. Higher shrinkage was measured along building direction (Z) – 18.5 ÷ 19.5%, than in the building plane – 16.5 ÷ 17.5%, and slightly higher shrinkage – 0.5 ÷ 0.8% was measured along powder spreading direction (X) than binder injection direction (Y). A variation up to 3% in relative density of sintered parts depending on the position in the building plane was observed in 316L. The dimensional change of diameters generally confirmed the shrinkage predicted by the model previously developed—difference between real and expected dimensional changes lower than 3%, except for three geometries (4 ÷ 6%). The cylindricity form error of sintered parts was strongly underestimated by the prediction model (up to 0.15 mm), but underestimation was considerably reduced (generally lower than 0.05 mm) adding the cylindricity form error due to printing. Dimensional and geometrical accuracy of holes are strongly affected by shape distortion of the parallelepiped geometry, in turn due to layer shifting and inhomogeneous green density during printing, and to the effect of frictional forces with trays during sintering. Gravity load effect was also observed on the holes closest to the building plane. Future work will improve the reliability of the prediction model implementing the results of the present work.</p>\",\"PeriodicalId\":50345,\"journal\":{\"name\":\"International Journal of Advanced Manufacturing Technology\",\"volume\":\"1 1\",\"pages\":\"\"},\"PeriodicalIF\":3.1000,\"publicationDate\":\"2024-03-16\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Advanced Manufacturing Technology\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://doi.org/10.1007/s00170-024-13437-7\",\"RegionNum\":3,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"AUTOMATION & CONTROL SYSTEMS\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Advanced Manufacturing Technology","FirstCategoryId":"5","ListUrlMain":"https://doi.org/10.1007/s00170-024-13437-7","RegionNum":3,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"AUTOMATION & CONTROL SYSTEMS","Score":null,"Total":0}
Analysis of the causes determining dimensional and geometrical errors in 316L and 17-4PH stainless steel parts fabricated by metal binder jetting
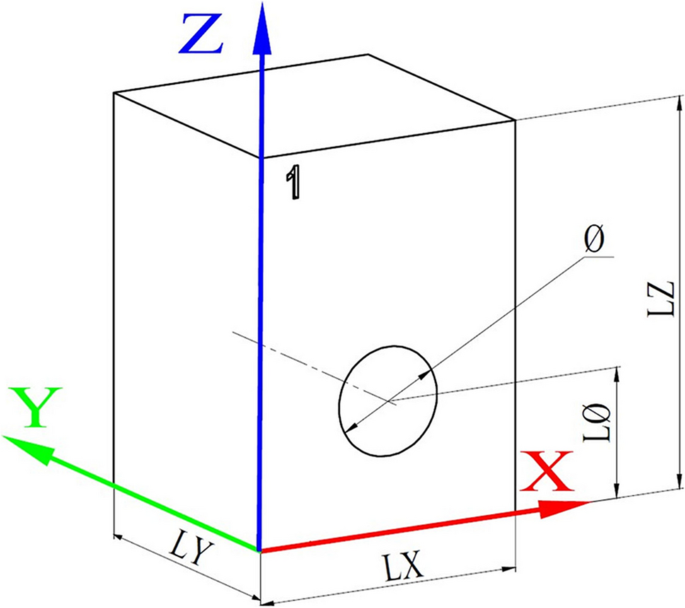
This work aims at investigating the causes affecting the dimensional and geometrical accuracy of holes in metal binder jetting stainless steel parts. Parallelepiped samples with a through hole were produced using AISI 316L and 17-4PH powders, differing for diameter (3, 4, 5 mm), and position of the axes with respect to the building plane (6, 9, 12 mm distance). Dimensions and geometrical characteristics were measured at green and sintered state by a coordinate measuring machine, determining the dimensional change and the geometrical characteristics. As expected, the shrinkage of linear dimensions is anisotropic; moreover, change in volume and sintered density are significantly affected by the position in the printing chamber. Higher shrinkage was measured along building direction (Z) – 18.5 ÷ 19.5%, than in the building plane – 16.5 ÷ 17.5%, and slightly higher shrinkage – 0.5 ÷ 0.8% was measured along powder spreading direction (X) than binder injection direction (Y). A variation up to 3% in relative density of sintered parts depending on the position in the building plane was observed in 316L. The dimensional change of diameters generally confirmed the shrinkage predicted by the model previously developed—difference between real and expected dimensional changes lower than 3%, except for three geometries (4 ÷ 6%). The cylindricity form error of sintered parts was strongly underestimated by the prediction model (up to 0.15 mm), but underestimation was considerably reduced (generally lower than 0.05 mm) adding the cylindricity form error due to printing. Dimensional and geometrical accuracy of holes are strongly affected by shape distortion of the parallelepiped geometry, in turn due to layer shifting and inhomogeneous green density during printing, and to the effect of frictional forces with trays during sintering. Gravity load effect was also observed on the holes closest to the building plane. Future work will improve the reliability of the prediction model implementing the results of the present work.
期刊介绍:
The International Journal of Advanced Manufacturing Technology bridges the gap between pure research journals and the more practical publications on advanced manufacturing and systems. It therefore provides an outstanding forum for papers covering applications-based research topics relevant to manufacturing processes, machines and process integration.



 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
