Xu Dang, Maged Al-Rahawi, Tao Liu, Salah Taresh Abdo Mohammed
{"title":"用田口方法对涡旋加工参数进行单响应和多响应优化","authors":"Xu Dang, Maged Al-Rahawi, Tao Liu, Salah Taresh Abdo Mohammed","doi":"10.1007/s12541-024-01026-3","DOIUrl":null,"url":null,"abstract":"<p>The precision of scroll machining plays a crucial role in scroll compressor efficiency. However, the improvement in scroll surface quality usually comes at the cost of an increase in energy consumption, so a trade-off between surface quality and energy consumption is required. Here in, we concentrate on optimizing several scroll end milling parameters including depth of cut, feed rate, cutting speed, and radial depth of cut to enhance the efficiency of scroll compressors, which greatly influence manufacturing responses like cutting force, surface roughness, and machining time. First, a set of scroll milling experiments are conducted and analyzed by the Taguchi L25 orthogonal array. Then, a single response optimization is done by the Taguchi method to show the impact of the milling parameters on each single response. Furthermore, the Taguchi method associated with the desirability function is applied to optimize the multi-response outputs. According to the analysis of variance (ANOVA) for the single-response, feed rate is found the most significant factor, while the results of the multi-response analysis prove that depth of cut with 37.53% is the most significant factor for the entire system. Finally, a quadratic regression analysis is performed to verify the validation of optimized results. The results revealed a 44.04% improvement in machining time, accompanied by a 2.46% enhancement in composite desirability. This demonstrated a perfect fit between the measured and expected values, achieving a balance between surface quality and energy consumption. The optimization results provide a guidance for the high-surface quality machining of scrolls and could be directly applied in the manufacturing processes of scroll compressors.</p>","PeriodicalId":14359,"journal":{"name":"International Journal of Precision Engineering and Manufacturing","volume":null,"pages":null},"PeriodicalIF":1.9000,"publicationDate":"2024-05-04","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Single and Multi-response Optimization of Scroll Machining Parameters by the Taguchi Method\",\"authors\":\"Xu Dang, Maged Al-Rahawi, Tao Liu, Salah Taresh Abdo Mohammed\",\"doi\":\"10.1007/s12541-024-01026-3\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>The precision of scroll machining plays a crucial role in scroll compressor efficiency. However, the improvement in scroll surface quality usually comes at the cost of an increase in energy consumption, so a trade-off between surface quality and energy consumption is required. Here in, we concentrate on optimizing several scroll end milling parameters including depth of cut, feed rate, cutting speed, and radial depth of cut to enhance the efficiency of scroll compressors, which greatly influence manufacturing responses like cutting force, surface roughness, and machining time. First, a set of scroll milling experiments are conducted and analyzed by the Taguchi L25 orthogonal array. Then, a single response optimization is done by the Taguchi method to show the impact of the milling parameters on each single response. Furthermore, the Taguchi method associated with the desirability function is applied to optimize the multi-response outputs. According to the analysis of variance (ANOVA) for the single-response, feed rate is found the most significant factor, while the results of the multi-response analysis prove that depth of cut with 37.53% is the most significant factor for the entire system. Finally, a quadratic regression analysis is performed to verify the validation of optimized results. The results revealed a 44.04% improvement in machining time, accompanied by a 2.46% enhancement in composite desirability. This demonstrated a perfect fit between the measured and expected values, achieving a balance between surface quality and energy consumption. The optimization results provide a guidance for the high-surface quality machining of scrolls and could be directly applied in the manufacturing processes of scroll compressors.</p>\",\"PeriodicalId\":14359,\"journal\":{\"name\":\"International Journal of Precision Engineering and Manufacturing\",\"volume\":null,\"pages\":null},\"PeriodicalIF\":1.9000,\"publicationDate\":\"2024-05-04\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Precision Engineering and Manufacturing\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://doi.org/10.1007/s12541-024-01026-3\",\"RegionNum\":4,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"Engineering\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Precision Engineering and Manufacturing","FirstCategoryId":"5","ListUrlMain":"https://doi.org/10.1007/s12541-024-01026-3","RegionNum":4,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"Engineering","Score":null,"Total":0}
Single and Multi-response Optimization of Scroll Machining Parameters by the Taguchi Method
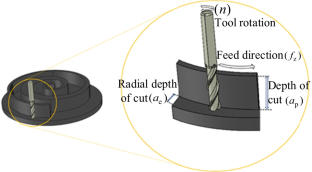
The precision of scroll machining plays a crucial role in scroll compressor efficiency. However, the improvement in scroll surface quality usually comes at the cost of an increase in energy consumption, so a trade-off between surface quality and energy consumption is required. Here in, we concentrate on optimizing several scroll end milling parameters including depth of cut, feed rate, cutting speed, and radial depth of cut to enhance the efficiency of scroll compressors, which greatly influence manufacturing responses like cutting force, surface roughness, and machining time. First, a set of scroll milling experiments are conducted and analyzed by the Taguchi L25 orthogonal array. Then, a single response optimization is done by the Taguchi method to show the impact of the milling parameters on each single response. Furthermore, the Taguchi method associated with the desirability function is applied to optimize the multi-response outputs. According to the analysis of variance (ANOVA) for the single-response, feed rate is found the most significant factor, while the results of the multi-response analysis prove that depth of cut with 37.53% is the most significant factor for the entire system. Finally, a quadratic regression analysis is performed to verify the validation of optimized results. The results revealed a 44.04% improvement in machining time, accompanied by a 2.46% enhancement in composite desirability. This demonstrated a perfect fit between the measured and expected values, achieving a balance between surface quality and energy consumption. The optimization results provide a guidance for the high-surface quality machining of scrolls and could be directly applied in the manufacturing processes of scroll compressors.
期刊介绍:
The International Journal of Precision Engineering and Manufacturing accepts original contributions on all aspects of precision engineering and manufacturing. The journal specific focus areas include, but are not limited to:
- Precision Machining Processes
- Manufacturing Systems
- Robotics and Automation
- Machine Tools
- Design and Materials
- Biomechanical Engineering
- Nano/Micro Technology
- Rapid Prototyping and Manufacturing
- Measurements and Control
Surveys and reviews will also be planned in consultation with the Editorial Board.


 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
