Xiaobo Fan , Fangxing Wu , Guang Yang , Shijian Yuan
{"title":"通过控制界面剪应力抑制高强度铝合金超薄壳体低温成形中的皱纹","authors":"Xiaobo Fan , Fangxing Wu , Guang Yang , Shijian Yuan","doi":"10.1016/j.ijmachtools.2024.104193","DOIUrl":null,"url":null,"abstract":"<div><p>Avoiding wrinkling defects is extremely difficult in the sheet metal forming of ultra-thin components made from high-strength aluminum alloys. A novel cryogenic forming is thus proposed for solving this very challenging problem, wherein a thicker cladding blank is stacked above the thinner target blank to establish interface shear stress for reducing the hoop compressive stress, so that the critical wrinkling stress is increased. The enlarged radial deformation is transferred and withstood by the increasing hardening and ductility at cryogenic temperatures. The wrinkling suppression mechanism is revealed through mechanical and numerical analyses. Systematic experiments were conducted for studying the feasibility of high-strength AA7075 in cryogenic forming with different stacking sequences of cladding and target blanks, cladding blanks including three material strength levels (AA1060-O, AA5052-O, and SUS-304), two thicknesses (3.0, and 2.0 mm), and blank-holder forces. The effects of the cladding blank and blank-holder forces were clarified as reflected by forming defects, thickness, and strain distributions. The mechanical and numerical analyses can indicate that contact pressure can be produced by the wrinkling tendency of thinner target blank and limitation of cladding blank to wrinkling, which is accompanied by a decrease in the hoop compressive stress and increase in the critical wrinkling stress. Therefore, applying a relatively thicker blank on the punch side can prevent the wrinkling of ultra-thin components. The wrinkling tendency decreases with increasing strength and thickness of the cladding blank, which results in an increase in deformation or even splitting, which can be solved by the cryogenic temperature. The thickness of the cladding blank can be reduced by increasing the blank-holder force, which further reduces the material cost. AA5052-O, which has a strength similar to that of the target blank, is more suitable as a cladding blank for AA7075-W because the balance preventing wrinkling, improving thickness uniformity, and controlling the forming force. A Φ200 mm hemispherical shell with an initial thickness of 0.3 mm was formed successfully, and the corresponding thickness-to-diameter ratio reached 0.8‰, which almost increased one time on the basis of direct cryogenic forming. This new approach can be used for fabricating ultra-thin components from high-strength aluminum alloys.</p></div>","PeriodicalId":14011,"journal":{"name":"International Journal of Machine Tools & Manufacture","volume":"201 ","pages":"Article 104193"},"PeriodicalIF":18.8000,"publicationDate":"2024-10-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Wrinkling suppression in cryogenic forming of high-strength Al-alloy ultra-thin shells by controlling interface shear stress\",\"authors\":\"Xiaobo Fan , Fangxing Wu , Guang Yang , Shijian Yuan\",\"doi\":\"10.1016/j.ijmachtools.2024.104193\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>Avoiding wrinkling defects is extremely difficult in the sheet metal forming of ultra-thin components made from high-strength aluminum alloys. A novel cryogenic forming is thus proposed for solving this very challenging problem, wherein a thicker cladding blank is stacked above the thinner target blank to establish interface shear stress for reducing the hoop compressive stress, so that the critical wrinkling stress is increased. The enlarged radial deformation is transferred and withstood by the increasing hardening and ductility at cryogenic temperatures. The wrinkling suppression mechanism is revealed through mechanical and numerical analyses. Systematic experiments were conducted for studying the feasibility of high-strength AA7075 in cryogenic forming with different stacking sequences of cladding and target blanks, cladding blanks including three material strength levels (AA1060-O, AA5052-O, and SUS-304), two thicknesses (3.0, and 2.0 mm), and blank-holder forces. The effects of the cladding blank and blank-holder forces were clarified as reflected by forming defects, thickness, and strain distributions. The mechanical and numerical analyses can indicate that contact pressure can be produced by the wrinkling tendency of thinner target blank and limitation of cladding blank to wrinkling, which is accompanied by a decrease in the hoop compressive stress and increase in the critical wrinkling stress. Therefore, applying a relatively thicker blank on the punch side can prevent the wrinkling of ultra-thin components. The wrinkling tendency decreases with increasing strength and thickness of the cladding blank, which results in an increase in deformation or even splitting, which can be solved by the cryogenic temperature. The thickness of the cladding blank can be reduced by increasing the blank-holder force, which further reduces the material cost. AA5052-O, which has a strength similar to that of the target blank, is more suitable as a cladding blank for AA7075-W because the balance preventing wrinkling, improving thickness uniformity, and controlling the forming force. A Φ200 mm hemispherical shell with an initial thickness of 0.3 mm was formed successfully, and the corresponding thickness-to-diameter ratio reached 0.8‰, which almost increased one time on the basis of direct cryogenic forming. This new approach can be used for fabricating ultra-thin components from high-strength aluminum alloys.</p></div>\",\"PeriodicalId\":14011,\"journal\":{\"name\":\"International Journal of Machine Tools & Manufacture\",\"volume\":\"201 \",\"pages\":\"Article 104193\"},\"PeriodicalIF\":18.8000,\"publicationDate\":\"2024-10-01\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Machine Tools & Manufacture\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S0890695524000798\",\"RegionNum\":1,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"2024/7/20 0:00:00\",\"PubModel\":\"Epub\",\"JCR\":\"Q1\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Machine Tools & Manufacture","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0890695524000798","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2024/7/20 0:00:00","PubModel":"Epub","JCR":"Q1","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
Wrinkling suppression in cryogenic forming of high-strength Al-alloy ultra-thin shells by controlling interface shear stress
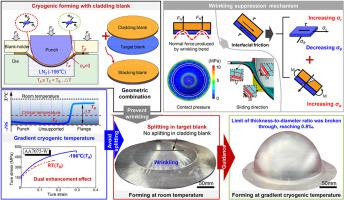
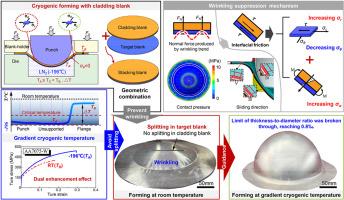
Avoiding wrinkling defects is extremely difficult in the sheet metal forming of ultra-thin components made from high-strength aluminum alloys. A novel cryogenic forming is thus proposed for solving this very challenging problem, wherein a thicker cladding blank is stacked above the thinner target blank to establish interface shear stress for reducing the hoop compressive stress, so that the critical wrinkling stress is increased. The enlarged radial deformation is transferred and withstood by the increasing hardening and ductility at cryogenic temperatures. The wrinkling suppression mechanism is revealed through mechanical and numerical analyses. Systematic experiments were conducted for studying the feasibility of high-strength AA7075 in cryogenic forming with different stacking sequences of cladding and target blanks, cladding blanks including three material strength levels (AA1060-O, AA5052-O, and SUS-304), two thicknesses (3.0, and 2.0 mm), and blank-holder forces. The effects of the cladding blank and blank-holder forces were clarified as reflected by forming defects, thickness, and strain distributions. The mechanical and numerical analyses can indicate that contact pressure can be produced by the wrinkling tendency of thinner target blank and limitation of cladding blank to wrinkling, which is accompanied by a decrease in the hoop compressive stress and increase in the critical wrinkling stress. Therefore, applying a relatively thicker blank on the punch side can prevent the wrinkling of ultra-thin components. The wrinkling tendency decreases with increasing strength and thickness of the cladding blank, which results in an increase in deformation or even splitting, which can be solved by the cryogenic temperature. The thickness of the cladding blank can be reduced by increasing the blank-holder force, which further reduces the material cost. AA5052-O, which has a strength similar to that of the target blank, is more suitable as a cladding blank for AA7075-W because the balance preventing wrinkling, improving thickness uniformity, and controlling the forming force. A Φ200 mm hemispherical shell with an initial thickness of 0.3 mm was formed successfully, and the corresponding thickness-to-diameter ratio reached 0.8‰, which almost increased one time on the basis of direct cryogenic forming. This new approach can be used for fabricating ultra-thin components from high-strength aluminum alloys.
期刊介绍:
The International Journal of Machine Tools and Manufacture is dedicated to advancing scientific comprehension of the fundamental mechanics involved in processes and machines utilized in the manufacturing of engineering components. While the primary focus is on metals, the journal also explores applications in composites, ceramics, and other structural or functional materials. The coverage includes a diverse range of topics:
- Essential mechanics of processes involving material removal, accretion, and deformation, encompassing solid, semi-solid, or particulate forms.
- Significant scientific advancements in existing or new processes and machines.
- In-depth characterization of workpiece materials (structure/surfaces) through advanced techniques (e.g., SEM, EDS, TEM, EBSD, AES, Raman spectroscopy) to unveil new phenomenological aspects governing manufacturing processes.
- Tool design, utilization, and comprehensive studies of failure mechanisms.
- Innovative concepts of machine tools, fixtures, and tool holders supported by modeling and demonstrations relevant to manufacturing processes within the journal's scope.
- Novel scientific contributions exploring interactions between the machine tool, control system, software design, and processes.
- Studies elucidating specific mechanisms governing niche processes (e.g., ultra-high precision, nano/atomic level manufacturing with either mechanical or non-mechanical "tools").
- Innovative approaches, underpinned by thorough scientific analysis, addressing emerging or breakthrough processes (e.g., bio-inspired manufacturing) and/or applications (e.g., ultra-high precision optics).



 分享
分享

 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
