{"title":"在不同切削液策略下使用微柱状纹理刀具加工添加制造的 Ti6Al4V 的可加工性分析","authors":"Gaurav Saraf, Sharib Imam, Chandrakant K. Nirala","doi":"10.1016/j.wear.2024.205514","DOIUrl":null,"url":null,"abstract":"<div><p>Additive manufacturing makes fabricating titanium alloy components directly into their near-net shapes possible, reducing the need for machining. However, post-additive manufacturing machining becomes necessary for immediate design adjustments, dimension alterations, and surface quality enhancement. The inherent thermal effects during additive manufacturing make machining challenging due to altered mechanical properties from their wrought counterpart, including increased strength and hardness with reduced ductility. Textured cutting tools are being widely used to enhance the machinability of superalloys. In this work, micro-pillar type textures, created using Reverse Micro Electrical Discharge Machining (RμEDM) on tungsten carbide inserts, aimed to explore machinability in turning operations on selective laser melted (SLM) titanium alloy. The study investigates micro-pillar interaction with SLM Ti6Al4V in chip behavior, tool morphology, cutting forces, and surface roughness under various cutting fluid strategies. Under Minimum Quantity Lubrication (MQL), textured tools show significant improvements, producing untangled chips with reduced curl radius. A considerable decrease of 38 % in the tool/chip contact area indicates a substantial reduction in the seizure zone, hence a decline in the temperature rise of the cutting tool. Dry conditions show a 20.4 % reduction in flank wear width, suggesting prolonged cutting-edge sharpness due to tool texturing. In MQL conditions, a maximum 28.9 % reduction in feed force is observed, indicating improved frictional conditions at the interface. Additionally, a 10.4 % improvement in surface finish is achieved. The work is summarized by claiming micro-pillar textured tools enhance the machinability of additively manufactured Ti6Al4V demonstrated through improvements in titanium adhesion, cutting-edge sharpness, feed force, and surface finish, particularly MQL conditions.</p></div>","PeriodicalId":23970,"journal":{"name":"Wear","volume":"556 ","pages":"Article 205514"},"PeriodicalIF":6.1000,"publicationDate":"2024-11-15","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Machinability analysis of additively manufactured Ti6Al4V using micro-pillar textured tool under various cutting fluid strategies\",\"authors\":\"Gaurav Saraf, Sharib Imam, Chandrakant K. Nirala\",\"doi\":\"10.1016/j.wear.2024.205514\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>Additive manufacturing makes fabricating titanium alloy components directly into their near-net shapes possible, reducing the need for machining. However, post-additive manufacturing machining becomes necessary for immediate design adjustments, dimension alterations, and surface quality enhancement. The inherent thermal effects during additive manufacturing make machining challenging due to altered mechanical properties from their wrought counterpart, including increased strength and hardness with reduced ductility. Textured cutting tools are being widely used to enhance the machinability of superalloys. In this work, micro-pillar type textures, created using Reverse Micro Electrical Discharge Machining (RμEDM) on tungsten carbide inserts, aimed to explore machinability in turning operations on selective laser melted (SLM) titanium alloy. The study investigates micro-pillar interaction with SLM Ti6Al4V in chip behavior, tool morphology, cutting forces, and surface roughness under various cutting fluid strategies. Under Minimum Quantity Lubrication (MQL), textured tools show significant improvements, producing untangled chips with reduced curl radius. A considerable decrease of 38 % in the tool/chip contact area indicates a substantial reduction in the seizure zone, hence a decline in the temperature rise of the cutting tool. Dry conditions show a 20.4 % reduction in flank wear width, suggesting prolonged cutting-edge sharpness due to tool texturing. In MQL conditions, a maximum 28.9 % reduction in feed force is observed, indicating improved frictional conditions at the interface. Additionally, a 10.4 % improvement in surface finish is achieved. The work is summarized by claiming micro-pillar textured tools enhance the machinability of additively manufactured Ti6Al4V demonstrated through improvements in titanium adhesion, cutting-edge sharpness, feed force, and surface finish, particularly MQL conditions.</p></div>\",\"PeriodicalId\":23970,\"journal\":{\"name\":\"Wear\",\"volume\":\"556 \",\"pages\":\"Article 205514\"},\"PeriodicalIF\":6.1000,\"publicationDate\":\"2024-11-15\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Wear\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S0043164824002795\",\"RegionNum\":1,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"2024/7/31 0:00:00\",\"PubModel\":\"Epub\",\"JCR\":\"Q1\",\"JCRName\":\"ENGINEERING, MECHANICAL\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Wear","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0043164824002795","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2024/7/31 0:00:00","PubModel":"Epub","JCR":"Q1","JCRName":"ENGINEERING, MECHANICAL","Score":null,"Total":0}
Machinability analysis of additively manufactured Ti6Al4V using micro-pillar textured tool under various cutting fluid strategies
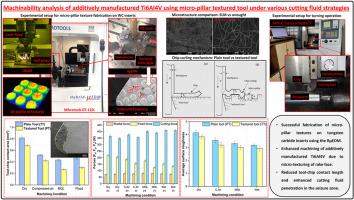
Additive manufacturing makes fabricating titanium alloy components directly into their near-net shapes possible, reducing the need for machining. However, post-additive manufacturing machining becomes necessary for immediate design adjustments, dimension alterations, and surface quality enhancement. The inherent thermal effects during additive manufacturing make machining challenging due to altered mechanical properties from their wrought counterpart, including increased strength and hardness with reduced ductility. Textured cutting tools are being widely used to enhance the machinability of superalloys. In this work, micro-pillar type textures, created using Reverse Micro Electrical Discharge Machining (RμEDM) on tungsten carbide inserts, aimed to explore machinability in turning operations on selective laser melted (SLM) titanium alloy. The study investigates micro-pillar interaction with SLM Ti6Al4V in chip behavior, tool morphology, cutting forces, and surface roughness under various cutting fluid strategies. Under Minimum Quantity Lubrication (MQL), textured tools show significant improvements, producing untangled chips with reduced curl radius. A considerable decrease of 38 % in the tool/chip contact area indicates a substantial reduction in the seizure zone, hence a decline in the temperature rise of the cutting tool. Dry conditions show a 20.4 % reduction in flank wear width, suggesting prolonged cutting-edge sharpness due to tool texturing. In MQL conditions, a maximum 28.9 % reduction in feed force is observed, indicating improved frictional conditions at the interface. Additionally, a 10.4 % improvement in surface finish is achieved. The work is summarized by claiming micro-pillar textured tools enhance the machinability of additively manufactured Ti6Al4V demonstrated through improvements in titanium adhesion, cutting-edge sharpness, feed force, and surface finish, particularly MQL conditions.
期刊介绍:
Wear journal is dedicated to the advancement of basic and applied knowledge concerning the nature of wear of materials. Broadly, topics of interest range from development of fundamental understanding of the mechanisms of wear to innovative solutions to practical engineering problems. Authors of experimental studies are expected to comment on the repeatability of the data, and whenever possible, conduct multiple measurements under similar testing conditions. Further, Wear embraces the highest standards of professional ethics, and the detection of matching content, either in written or graphical form, from other publications by the current authors or by others, may result in rejection.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
