S. Fritsche, F. Schindler, W.S. de Carvalho, S.T. Amancio-Filho
{"title":"用于 AA6061-T6 填充摩擦搅拌点焊的工具的磨损机理和失效分析","authors":"S. Fritsche, F. Schindler, W.S. de Carvalho, S.T. Amancio-Filho","doi":"10.1016/j.wear.2024.205610","DOIUrl":null,"url":null,"abstract":"<div><div>Investigating tool wear in refill friction stir spot welding (RFSSW) is essential for understanding its limitations and improving its efficiency. Increasing the tool's service life is important to push the technology's readiness level and transfer the technology from the laboratory to industrial applications. In this study, the quasi-static lap shear performance of AA6061-T6 similar welded spots was investigated and tool wear was continuously monitored until tool failure at 3450 welding cycles. Furthermore, the fundamentals of the wear mechanisms in RFSSW were further elucidated. The investigation shows that it is possible to achieve steady quasi-static lap shear performance of the spot welds over advancing tool wear by adjusting the heat input to compensate for losses in frictional heat generation efficiency (related to tool profile changes by abrasion). A subsequent tool failure case analysis showed the main causes for the continuous wear degradation of the shoulder. Tool wear was driven by plastic deformation of the hot-work tool steel and subsequent break-out of tool steel ridges, introducing big hard particles into the contact region between the moving and rotating tools. In addition, the formation and detachment of Fe-Al intermetallic compounds counteract with the rotating tools and increase tool wear.</div></div>","PeriodicalId":23970,"journal":{"name":"Wear","volume":"560 ","pages":"Article 205610"},"PeriodicalIF":6.1000,"publicationDate":"2025-01-15","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Wear mechanisms and failure analysis of a tool used in refill friction stir spot welding of AA6061-T6\",\"authors\":\"S. Fritsche, F. Schindler, W.S. de Carvalho, S.T. Amancio-Filho\",\"doi\":\"10.1016/j.wear.2024.205610\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><div>Investigating tool wear in refill friction stir spot welding (RFSSW) is essential for understanding its limitations and improving its efficiency. Increasing the tool's service life is important to push the technology's readiness level and transfer the technology from the laboratory to industrial applications. In this study, the quasi-static lap shear performance of AA6061-T6 similar welded spots was investigated and tool wear was continuously monitored until tool failure at 3450 welding cycles. Furthermore, the fundamentals of the wear mechanisms in RFSSW were further elucidated. The investigation shows that it is possible to achieve steady quasi-static lap shear performance of the spot welds over advancing tool wear by adjusting the heat input to compensate for losses in frictional heat generation efficiency (related to tool profile changes by abrasion). A subsequent tool failure case analysis showed the main causes for the continuous wear degradation of the shoulder. Tool wear was driven by plastic deformation of the hot-work tool steel and subsequent break-out of tool steel ridges, introducing big hard particles into the contact region between the moving and rotating tools. In addition, the formation and detachment of Fe-Al intermetallic compounds counteract with the rotating tools and increase tool wear.</div></div>\",\"PeriodicalId\":23970,\"journal\":{\"name\":\"Wear\",\"volume\":\"560 \",\"pages\":\"Article 205610\"},\"PeriodicalIF\":6.1000,\"publicationDate\":\"2025-01-15\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Wear\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S0043164824003752\",\"RegionNum\":1,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"2024/10/22 0:00:00\",\"PubModel\":\"Epub\",\"JCR\":\"Q1\",\"JCRName\":\"ENGINEERING, MECHANICAL\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Wear","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0043164824003752","RegionNum":1,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2024/10/22 0:00:00","PubModel":"Epub","JCR":"Q1","JCRName":"ENGINEERING, MECHANICAL","Score":null,"Total":0}
Wear mechanisms and failure analysis of a tool used in refill friction stir spot welding of AA6061-T6
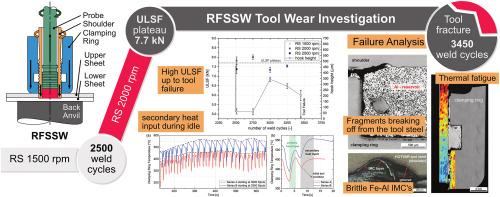
Investigating tool wear in refill friction stir spot welding (RFSSW) is essential for understanding its limitations and improving its efficiency. Increasing the tool's service life is important to push the technology's readiness level and transfer the technology from the laboratory to industrial applications. In this study, the quasi-static lap shear performance of AA6061-T6 similar welded spots was investigated and tool wear was continuously monitored until tool failure at 3450 welding cycles. Furthermore, the fundamentals of the wear mechanisms in RFSSW were further elucidated. The investigation shows that it is possible to achieve steady quasi-static lap shear performance of the spot welds over advancing tool wear by adjusting the heat input to compensate for losses in frictional heat generation efficiency (related to tool profile changes by abrasion). A subsequent tool failure case analysis showed the main causes for the continuous wear degradation of the shoulder. Tool wear was driven by plastic deformation of the hot-work tool steel and subsequent break-out of tool steel ridges, introducing big hard particles into the contact region between the moving and rotating tools. In addition, the formation and detachment of Fe-Al intermetallic compounds counteract with the rotating tools and increase tool wear.
期刊介绍:
Wear journal is dedicated to the advancement of basic and applied knowledge concerning the nature of wear of materials. Broadly, topics of interest range from development of fundamental understanding of the mechanisms of wear to innovative solutions to practical engineering problems. Authors of experimental studies are expected to comment on the repeatability of the data, and whenever possible, conduct multiple measurements under similar testing conditions. Further, Wear embraces the highest standards of professional ethics, and the detection of matching content, either in written or graphical form, from other publications by the current authors or by others, may result in rejection.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
