{"title":"能量消耗与强度在MEΧ聚乳酸3D打印","authors":"Nectarios Vidakis , Markos Petousis , Emmanuel Karapidakis , Nikolaos Mountakis , Constantine David , Dimitrios Sagris","doi":"10.1016/j.aime.2023.100119","DOIUrl":null,"url":null,"abstract":"<div><p>The cost-effectiveness and the environmental impact of Additive Manufacturing (AM) are nowadays two of the hottest process-related industrial and research topics. Energy efficiency is a strong claim, and so is the demand for durable and functional 3D-printed workpieces. These contradictory aspects usually require flexibility and compromises. Especially for Material Extrusion (MEX) 3D printing, the plurality of the control parameters makes such optimizations complicated. This research explores the effect of seven generic and machine-independent control factors (e.g., <em>Raster Deposition Angle; Orientation Angle; Layer Thickness; Infill Density; Nozzle Temperature; Bed Temperature, and Printing Speed</em>) on energy consumption of Polylactic Acid over the compressive response of MEX 3D printed specimens. To make it possible, a three-level L27 orthogonal array was compiled. Each experimental run included five specimen replicas (after the ASTM D695-02a standard) summing up 135 experiments. The fabrication time and the energy consumption were determined by the stopwatch method, whereas the compressive strength, elasticity modulus, and toughness were derived with compressive tests. The Taguchi analysis ranked the impact of each control parameter on each response metric. The printing speed and the layer thickness were the most influential control parameters on energy consumption. Furthermore, the <em>infill density</em> and <em>the orientation angle</em> were found as the most dominant factors in the compressive strength. Finally, Quadratic Regression Model (QRM) equations for each response metric over the seven control parameters were compiled and validated. Hereto, the best settlement between energy efficiency and mechanical strength is now possible, an option with great technological and industrial merit.</p></div>","PeriodicalId":34573,"journal":{"name":"Advances in Industrial and Manufacturing Engineering","volume":"6 ","pages":"Article 100119"},"PeriodicalIF":6.0000,"publicationDate":"2023-05-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"5","resultStr":"{\"title\":\"Energy consumption versus strength in MEΧ 3D printing of polylactic acid\",\"authors\":\"Nectarios Vidakis , Markos Petousis , Emmanuel Karapidakis , Nikolaos Mountakis , Constantine David , Dimitrios Sagris\",\"doi\":\"10.1016/j.aime.2023.100119\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>The cost-effectiveness and the environmental impact of Additive Manufacturing (AM) are nowadays two of the hottest process-related industrial and research topics. Energy efficiency is a strong claim, and so is the demand for durable and functional 3D-printed workpieces. These contradictory aspects usually require flexibility and compromises. Especially for Material Extrusion (MEX) 3D printing, the plurality of the control parameters makes such optimizations complicated. This research explores the effect of seven generic and machine-independent control factors (e.g., <em>Raster Deposition Angle; Orientation Angle; Layer Thickness; Infill Density; Nozzle Temperature; Bed Temperature, and Printing Speed</em>) on energy consumption of Polylactic Acid over the compressive response of MEX 3D printed specimens. To make it possible, a three-level L27 orthogonal array was compiled. Each experimental run included five specimen replicas (after the ASTM D695-02a standard) summing up 135 experiments. The fabrication time and the energy consumption were determined by the stopwatch method, whereas the compressive strength, elasticity modulus, and toughness were derived with compressive tests. The Taguchi analysis ranked the impact of each control parameter on each response metric. The printing speed and the layer thickness were the most influential control parameters on energy consumption. Furthermore, the <em>infill density</em> and <em>the orientation angle</em> were found as the most dominant factors in the compressive strength. Finally, Quadratic Regression Model (QRM) equations for each response metric over the seven control parameters were compiled and validated. Hereto, the best settlement between energy efficiency and mechanical strength is now possible, an option with great technological and industrial merit.</p></div>\",\"PeriodicalId\":34573,\"journal\":{\"name\":\"Advances in Industrial and Manufacturing Engineering\",\"volume\":\"6 \",\"pages\":\"Article 100119\"},\"PeriodicalIF\":6.0000,\"publicationDate\":\"2023-05-01\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"5\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Advances in Industrial and Manufacturing Engineering\",\"FirstCategoryId\":\"1085\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S2666912923000089\",\"RegionNum\":0,\"RegionCategory\":null,\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"2023/4/15 0:00:00\",\"PubModel\":\"Epub\",\"JCR\":\"Q2\",\"JCRName\":\"ENGINEERING, INDUSTRIAL\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Advances in Industrial and Manufacturing Engineering","FirstCategoryId":"1085","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S2666912923000089","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2023/4/15 0:00:00","PubModel":"Epub","JCR":"Q2","JCRName":"ENGINEERING, INDUSTRIAL","Score":null,"Total":0}
Energy consumption versus strength in MEΧ 3D printing of polylactic acid
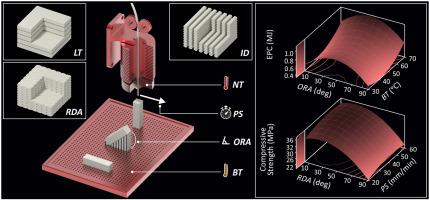
The cost-effectiveness and the environmental impact of Additive Manufacturing (AM) are nowadays two of the hottest process-related industrial and research topics. Energy efficiency is a strong claim, and so is the demand for durable and functional 3D-printed workpieces. These contradictory aspects usually require flexibility and compromises. Especially for Material Extrusion (MEX) 3D printing, the plurality of the control parameters makes such optimizations complicated. This research explores the effect of seven generic and machine-independent control factors (e.g., Raster Deposition Angle; Orientation Angle; Layer Thickness; Infill Density; Nozzle Temperature; Bed Temperature, and Printing Speed) on energy consumption of Polylactic Acid over the compressive response of MEX 3D printed specimens. To make it possible, a three-level L27 orthogonal array was compiled. Each experimental run included five specimen replicas (after the ASTM D695-02a standard) summing up 135 experiments. The fabrication time and the energy consumption were determined by the stopwatch method, whereas the compressive strength, elasticity modulus, and toughness were derived with compressive tests. The Taguchi analysis ranked the impact of each control parameter on each response metric. The printing speed and the layer thickness were the most influential control parameters on energy consumption. Furthermore, the infill density and the orientation angle were found as the most dominant factors in the compressive strength. Finally, Quadratic Regression Model (QRM) equations for each response metric over the seven control parameters were compiled and validated. Hereto, the best settlement between energy efficiency and mechanical strength is now possible, an option with great technological and industrial merit.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
