Jie Zhang , Zhiqiang Chen , Han Zhang , Yun Zeng , Xuwei Zhang
{"title":"Investigation of roll forming process and quality control factors for metal bipolar plates","authors":"Jie Zhang , Zhiqiang Chen , Han Zhang , Yun Zeng , Xuwei Zhang","doi":"10.1016/j.ijhydene.2024.10.433","DOIUrl":null,"url":null,"abstract":"<div><div>Metal bipolar plates (BPPs) are crucial components of proton exchange membrane fuel cells (PEMFCs), with the quality of their formation affects the power generation efficiency and lifespan of the fuel cells. The predominant manufacturing method, stamping, often results in localized excessive stretching of metal BPPs, thereby limiting the depth of the flow channels. Roll forming, dominated by bending deformation, is a forming process that ensures uniform thinning and greater depth of BPPs. The multi-directional flow channel roll forming model for BPPs is constructed in this paper for the first time, the characteristics of the roll forming process is investigated. Effects of process parameters on the forming results are discussed. The investigation indicates that during the roll forming process, the channel ports and corners are critical areas where defects are most likely to occur. The average filling ratio of the longitudinal flow channels is 5.6% higher than that of the transverse flow channels. The plastic strain in the longitudinal flow channels is about 36% higher than in the transverse ones, which making the form is more difficult to form, but the thickness is more uniform. Increasing the diameter of the rollers can enhance the filling ratio and flatness, but it will exacerbate thinning at the corners of the flow channels. When the ratio of the flow channel width to the rib width is close to 1, the filling ratio of the BPP is higher, with less thinning, resulting in a better forming result. As the depth of the flow channel increases, resulting in a thinner BPP, when depth-to-width ratio exceeding 0.6 is more likely to lead to failure. Increasing the speed of roll forming can lead to a greater thinning of the BPP and may even cause it to crack. The thinner the sheet metal is, the higher the filling ratio of the BPP and the more uniform its thickness. Those results can provide technical references for the structural design and forming process optimization of BPPs.</div></div>","PeriodicalId":337,"journal":{"name":"International Journal of Hydrogen Energy","volume":"93 ","pages":"Pages 898-909"},"PeriodicalIF":8.3000,"publicationDate":"2024-12-03","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Hydrogen Energy","FirstCategoryId":"5","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0360319924046445","RegionNum":2,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2024/11/6 0:00:00","PubModel":"Epub","JCR":"Q1","JCRName":"CHEMISTRY, PHYSICAL","Score":null,"Total":0}
引用次数: 0
Abstract
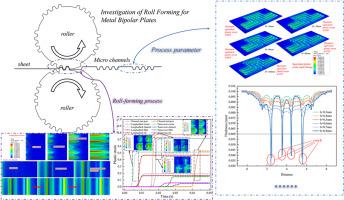
Metal bipolar plates (BPPs) are crucial components of proton exchange membrane fuel cells (PEMFCs), with the quality of their formation affects the power generation efficiency and lifespan of the fuel cells. The predominant manufacturing method, stamping, often results in localized excessive stretching of metal BPPs, thereby limiting the depth of the flow channels. Roll forming, dominated by bending deformation, is a forming process that ensures uniform thinning and greater depth of BPPs. The multi-directional flow channel roll forming model for BPPs is constructed in this paper for the first time, the characteristics of the roll forming process is investigated. Effects of process parameters on the forming results are discussed. The investigation indicates that during the roll forming process, the channel ports and corners are critical areas where defects are most likely to occur. The average filling ratio of the longitudinal flow channels is 5.6% higher than that of the transverse flow channels. The plastic strain in the longitudinal flow channels is about 36% higher than in the transverse ones, which making the form is more difficult to form, but the thickness is more uniform. Increasing the diameter of the rollers can enhance the filling ratio and flatness, but it will exacerbate thinning at the corners of the flow channels. When the ratio of the flow channel width to the rib width is close to 1, the filling ratio of the BPP is higher, with less thinning, resulting in a better forming result. As the depth of the flow channel increases, resulting in a thinner BPP, when depth-to-width ratio exceeding 0.6 is more likely to lead to failure. Increasing the speed of roll forming can lead to a greater thinning of the BPP and may even cause it to crack. The thinner the sheet metal is, the higher the filling ratio of the BPP and the more uniform its thickness. Those results can provide technical references for the structural design and forming process optimization of BPPs.
期刊介绍:
The objective of the International Journal of Hydrogen Energy is to facilitate the exchange of new ideas, technological advancements, and research findings in the field of Hydrogen Energy among scientists and engineers worldwide. This journal showcases original research, both analytical and experimental, covering various aspects of Hydrogen Energy. These include production, storage, transmission, utilization, enabling technologies, environmental impact, economic considerations, and global perspectives on hydrogen and its carriers such as NH3, CH4, alcohols, etc.
The utilization aspect encompasses various methods such as thermochemical (combustion), photochemical, electrochemical (fuel cells), and nuclear conversion of hydrogen, hydrogen isotopes, and hydrogen carriers into thermal, mechanical, and electrical energies. The applications of these energies can be found in transportation (including aerospace), industrial, commercial, and residential sectors.


 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
