Min Liu, Xuexing Pan, Xin Sun, Hyung Chul Kim, Wei Shen, Daniel De Castro Gomez, Ye Wu, Shaojun Zhang
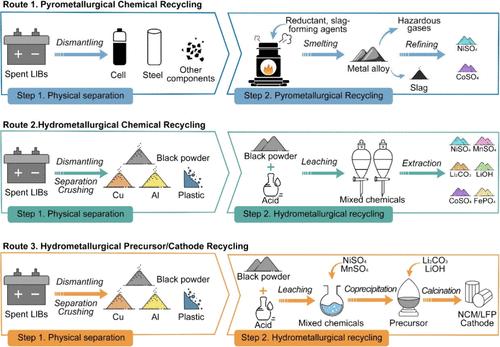
{"title":"Lithium-Ion Battery Recycling: Bridging Regulation Implementation and Technological Innovations for Better Battery Sustainability","authors":"Min Liu, Xuexing Pan, Xin Sun, Hyung Chul Kim, Wei Shen, Daniel De Castro Gomez, Ye Wu, Shaojun Zhang","doi":"10.1021/acs.est.4c10819","DOIUrl":null,"url":null,"abstract":"Lithium-ion batteries (LIBs) are critical in our increasingly electrified world in terms of a carbon-neutral future. For the transportation sector, the rapid expansion of electric vehicles is expected to lead to a 7-fold increase in the demand for LIBs by 2030. (1) This surge raises substantial concerns regarding resource depletion and environmental impacts caused by the coming boom in retired LIBs. Therefore, battery recycling is emerging as a critical component of sustainable battery management, which requires both regulation development and technological advancement. Notably, the European Union (EU) has set regulations requiring at least 6% recycled lithium and nickel and 16% recycled cobalt in new batteries from 2031. (2) China also has introduced policies promoting the collection, repurposing, and recycling of spent LIBs. Existing research has largely focused on the environmental benefits of battery recycling, including technologies such as hydrometallurgical, pyrometallurgical, and direct recycling. (3,4) However, due to the scarcity of data from the battery recycling industry, these studies primarily relied on model simulations (e.g., BatPaC model) or laboratory-derived data. Similarly, the EU battery regulations for the carbon footprint propose a circular footprint formula (CFF) for battery recycling based on the product environmental footprint framework, encompassing material recycling, energy recovery, and waste disposal. Material recycling includes recovering metals from disassembled batteries (e.g., copper and aluminum), recycling printed wiring board (PWB) components, and extracting nickel and cobalt from battery cells through hydrometallurgical or pyrometallurgical processes. The specific calculation method of impacts of using primary and secondary materials is illustrated in eq 1, and that of the impacts and credits of producing secondary materials from battery cell recycling is presented in eq 2. Globally, pyrometallurgical recycling and hydrometallurgical recycling are the two primary industrial methods for cathode recovery, categorized into three typical routes depending on the recycling technology and desired products (Figure 1). Pyrometallurgical recycling involves high-temperature smelting, while hydrometallurgical recycling employs aqueous chemistry, using acid leaching followed by concentration and purification. Hydrometallurgical recycling is the dominant technology in the United States (route 2) and China (routes 2 and 3), largely due to its high recovery efficiency, high material purity, and ability to recover most LIB components. By 2023, the installed capacity of hydrometallurgical recycling has reached 105 000 tons in the United States and 3 300 000 tons in China. In Europe, pyrometallurgical technology is more commonly used (route 1). In 2023, the EU’s total recycling capacity exceeded 160 000 tons, with >50% relying on pyrometallurgical technology. However, the high energy demand and inability to recover some materials, particularly lithium, limit the effectiveness of the pyrometallurgical route. Hybridization of hydrometallurgical and pyrometallurgical technologies is being developed to address this issue. (5) Figure 1. Three typical routes of pyrometallurgical and hydrometallurgical recycling for retired batteries. Industrial production typically follows a two-step process for the three recycling routes (Figure 1). In the first step, batteries are disassembled and sorted into different recyclable components through physical separation. The second step involves either a pyrometallurgical or a hydrometallurgical process to recover valuable metals. Pyrometallurgical recycling (route 1) requires simple physical separation methods to prepare battery cells. Battery cells are smelted by adding a reductant and slag-forming agents to convert the metal oxides into a mixed metal alloy containing cobalt, nickel, and copper. The mixed metal alloy still needs to be refined to battery-grade chemicals (i.e., nickel and cobalt sulfate) for cathode production. Our investigation indicates hydrometallurgical recycling (routes 2 and 3) could effectively manage diverse inputs (e.g., cell and black powder) and yield substantial outputs (e.g., chemicals, precursor, and cathode) compared to pyrometallurgical recycling. Moreover, the varying configurations, assembly methods, and chemical compositions of batteries on the market increase the complexity of recycling inputs for climate benefit assessments. Additionally, the regeneration of cathode materials, such as lithium, nickel, and cobalt, also results in various products, depending on the process used. China leads the global battery recycling industry, driven by a large-scale practice and advanced technologies. We find that route 3 is a newly emerging hydrometallurgical recycling process in China, designed to reduce the complexity of the recycling process. The physical separation step is the same for routes 2 and 3, which prepares black powder through dismantling, separation, and crushing. Black powder, a mixture of cathode and anode materials, is an intermediate product that is then subjected to a hydrometallurgical process. In the second step, valuable metals such as lithium, nickel, and cobalt are extracted from the black powder through acid leaching. In route 2, the target products could include various battery-grade chemicals, whereas in route 3, the goal is also flexible to produce either precursors or cathode materials. In route 2, various battery-grade chemicals (e.g., nickel sulfate, cobalt sulfate, and lithium carbonate) are obtained through solvent extraction and separation after the removal of impurities. Route 3 skips the extraction and separation processes and converts the mixed chemicals directly into nickel cobalt manganese lithium (NCM) precursors through co-precipitation and chemical adjustment. The final cathode products are obtained through calcination after the addition of lithium chemicals (virgin or recycled). Our extensive investigation into battery recycling processes has revealed several practical issues with the existing assessment methods for battery recycling (e.g., the CFF in the EU battery regulations). First, the EU battery regulations reflect the case of chemical recycling (routes 1 and 2) and the CFF considers copper, nickel sulfate, and cobalt sulfate as the materials recovered. However, the CFF for cell recycling lacks clarity in determining the benefits of other metals and non-metals in route 2 and precursor or cathode recycling (route 3). It is important to evaluate multiple recycling products and establish reliable default values for different products based on real recycling processes. Second, key parameters within the CFF framework are difficult to obtain, making it difficult to implement and regulate the policies. For example, large uncertainties could remain for energy consumption of battery recycling (i.e., <i></i><span style=\"color: inherit;\"><span><span><span style=\"margin-right: 0.05em;\"><span>E</span></span><span style=\"vertical-align: -0.4em;\"><span>recEoL</span><span>_</span><span>Battery cell</span></span></span></span></span><span tabindex=\"0\"></span><script type=\"math/mml\"><math display=\"inline\" overflow=\"scroll\"><msub><mrow><mi>E</mi></mrow><mrow><mi>recEoL</mi><mi mathvariant=\"normal\">_</mi><mi>Battery cell</mi></mrow></msub></math></script> in eq 2) due to small-scale and outsourced production. Additionally, recovery rate <i></i><span style=\"color: inherit;\"><span><span><span style=\"margin-right: 0.05em;\"><span>R</span></span><span style=\"vertical-align: -0.4em;\"><span>rec,c</span><span>_</span><span>Mat</span></span></span></span></span><span tabindex=\"0\"></span><script type=\"math/mml\"><math display=\"inline\" overflow=\"scroll\"><msub><mrow><mi>R</mi></mrow><mrow><mi>rec,c</mi><mi mathvariant=\"normal\">_</mi><mi>Mat</mi></mrow></msub></math></script> is not sophisticatedly supported by company-specific data. Battery companies may rely on default values in calculation, which hinders their willingness to improve recycling technologies. We recommend further studies to develop more representative default values based on industry-level production data. More importantly, we recommend adopting the cutoff approach in the current carbon footprint modeling for battery recycling. Involving allocation factors (i.e., <i>A</i><sub>Battery cell</sub> and <i>A</i><sub>Mat</sub> in eqs 1 and 2) may lead to double counting or undercounting issues, as it is challenging to ensure that upstream and downstream segments of the recycled material supply chain follow a consistent allocation method. Also, the default value for allocation factors is currently based on the recycled material supply conditions within the European market, disregarding the diverse supply–demand dynamics in other regions. Third, more attention should be paid to the recycling of lithium iron phosphate (LFP) batteries. The recycling products and cathode production processes of LFP batteries differ from those of NCM batteries. Therefore, default values for key parameters should be distinguished between these two types of batteries. In addition to cathode materials, current recycling efforts rarely extend to other battery components, such as separators, electrolytes, and graphite. While EU battery regulations address the recovery of energy from separator plastics through incineration, the management of electrolytes and graphite remains a topic of ongoing discussion. Pyrometallurgical recycling incinerates nearly all of these components for energy recovery. Our investigation reveals that initiatives are pursued to develop technologies capable of converting spent graphite powder into high-value carbon materials (e.g., graphene) in China. However, the complex composition of electrolytes poses recycling challenges. Advanced electrolyte recycling technologies aim to achieve low costs, no secondary pollution, and high recovery rates. Additionally, remanufacturing and repurposing extend the life span of LIBs, helping to reduce the cost and carbon footprint, while recycling ensures the reuse of materials. However, it also faces challenges such as monitoring battery health, meeting different operational requirements, and ensuring end-of-life tracking (6) and may conflict with industry needs for swift recycling to secure feedstock for new batteries. Shaojun Zhang is an Associate Professor at the School of Environment in Tsinghua University. His research focuses on air quality and energy systems in the transportation sector. His favorite topics include real-world vehicle emissions testing, traffic emissions and air quality simulations, assessment of aviation emissions, and the environmental impact assessment of low-carbon transportation technologies. Y.W. and S.Z. acknowledge the funding support from Ford Motor Company and Aramco. While this article is believed to contain correct information, Ford Motor Company (Ford) does not expressly or impliedly warrant, nor assume any responsibility, for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, nor represent that its use would not infringe the rights of third parties. Reference to any commercial product or process does not constitute its endorsement. This article does not provide financial, safety, medical, consumer product, or public policy advice or recommendation. Readers should independently replicate all experiments, calculations, and results. The views and opinions expressed are of the authors and do not necessarily reflect those of Ford. This disclaimer may not be removed, altered, superseded, or modified without prior Ford permission. This article references 6 other publications. This article has not yet been cited by other publications.","PeriodicalId":36,"journal":{"name":"环境科学与技术","volume":"79 1","pages":""},"PeriodicalIF":11.3000,"publicationDate":"2024-12-02","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"环境科学与技术","FirstCategoryId":"1","ListUrlMain":"https://doi.org/10.1021/acs.est.4c10819","RegionNum":1,"RegionCategory":"环境科学与生态学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q1","JCRName":"ENGINEERING, ENVIRONMENTAL","Score":null,"Total":0}
引用次数: 0
Abstract
Lithium-ion batteries (LIBs) are critical in our increasingly electrified world in terms of a carbon-neutral future. For the transportation sector, the rapid expansion of electric vehicles is expected to lead to a 7-fold increase in the demand for LIBs by 2030. (1) This surge raises substantial concerns regarding resource depletion and environmental impacts caused by the coming boom in retired LIBs. Therefore, battery recycling is emerging as a critical component of sustainable battery management, which requires both regulation development and technological advancement. Notably, the European Union (EU) has set regulations requiring at least 6% recycled lithium and nickel and 16% recycled cobalt in new batteries from 2031. (2) China also has introduced policies promoting the collection, repurposing, and recycling of spent LIBs. Existing research has largely focused on the environmental benefits of battery recycling, including technologies such as hydrometallurgical, pyrometallurgical, and direct recycling. (3,4) However, due to the scarcity of data from the battery recycling industry, these studies primarily relied on model simulations (e.g., BatPaC model) or laboratory-derived data. Similarly, the EU battery regulations for the carbon footprint propose a circular footprint formula (CFF) for battery recycling based on the product environmental footprint framework, encompassing material recycling, energy recovery, and waste disposal. Material recycling includes recovering metals from disassembled batteries (e.g., copper and aluminum), recycling printed wiring board (PWB) components, and extracting nickel and cobalt from battery cells through hydrometallurgical or pyrometallurgical processes. The specific calculation method of impacts of using primary and secondary materials is illustrated in eq 1, and that of the impacts and credits of producing secondary materials from battery cell recycling is presented in eq 2. Globally, pyrometallurgical recycling and hydrometallurgical recycling are the two primary industrial methods for cathode recovery, categorized into three typical routes depending on the recycling technology and desired products (Figure 1). Pyrometallurgical recycling involves high-temperature smelting, while hydrometallurgical recycling employs aqueous chemistry, using acid leaching followed by concentration and purification. Hydrometallurgical recycling is the dominant technology in the United States (route 2) and China (routes 2 and 3), largely due to its high recovery efficiency, high material purity, and ability to recover most LIB components. By 2023, the installed capacity of hydrometallurgical recycling has reached 105 000 tons in the United States and 3 300 000 tons in China. In Europe, pyrometallurgical technology is more commonly used (route 1). In 2023, the EU’s total recycling capacity exceeded 160 000 tons, with >50% relying on pyrometallurgical technology. However, the high energy demand and inability to recover some materials, particularly lithium, limit the effectiveness of the pyrometallurgical route. Hybridization of hydrometallurgical and pyrometallurgical technologies is being developed to address this issue. (5) Figure 1. Three typical routes of pyrometallurgical and hydrometallurgical recycling for retired batteries. Industrial production typically follows a two-step process for the three recycling routes (Figure 1). In the first step, batteries are disassembled and sorted into different recyclable components through physical separation. The second step involves either a pyrometallurgical or a hydrometallurgical process to recover valuable metals. Pyrometallurgical recycling (route 1) requires simple physical separation methods to prepare battery cells. Battery cells are smelted by adding a reductant and slag-forming agents to convert the metal oxides into a mixed metal alloy containing cobalt, nickel, and copper. The mixed metal alloy still needs to be refined to battery-grade chemicals (i.e., nickel and cobalt sulfate) for cathode production. Our investigation indicates hydrometallurgical recycling (routes 2 and 3) could effectively manage diverse inputs (e.g., cell and black powder) and yield substantial outputs (e.g., chemicals, precursor, and cathode) compared to pyrometallurgical recycling. Moreover, the varying configurations, assembly methods, and chemical compositions of batteries on the market increase the complexity of recycling inputs for climate benefit assessments. Additionally, the regeneration of cathode materials, such as lithium, nickel, and cobalt, also results in various products, depending on the process used. China leads the global battery recycling industry, driven by a large-scale practice and advanced technologies. We find that route 3 is a newly emerging hydrometallurgical recycling process in China, designed to reduce the complexity of the recycling process. The physical separation step is the same for routes 2 and 3, which prepares black powder through dismantling, separation, and crushing. Black powder, a mixture of cathode and anode materials, is an intermediate product that is then subjected to a hydrometallurgical process. In the second step, valuable metals such as lithium, nickel, and cobalt are extracted from the black powder through acid leaching. In route 2, the target products could include various battery-grade chemicals, whereas in route 3, the goal is also flexible to produce either precursors or cathode materials. In route 2, various battery-grade chemicals (e.g., nickel sulfate, cobalt sulfate, and lithium carbonate) are obtained through solvent extraction and separation after the removal of impurities. Route 3 skips the extraction and separation processes and converts the mixed chemicals directly into nickel cobalt manganese lithium (NCM) precursors through co-precipitation and chemical adjustment. The final cathode products are obtained through calcination after the addition of lithium chemicals (virgin or recycled). Our extensive investigation into battery recycling processes has revealed several practical issues with the existing assessment methods for battery recycling (e.g., the CFF in the EU battery regulations). First, the EU battery regulations reflect the case of chemical recycling (routes 1 and 2) and the CFF considers copper, nickel sulfate, and cobalt sulfate as the materials recovered. However, the CFF for cell recycling lacks clarity in determining the benefits of other metals and non-metals in route 2 and precursor or cathode recycling (route 3). It is important to evaluate multiple recycling products and establish reliable default values for different products based on real recycling processes. Second, key parameters within the CFF framework are difficult to obtain, making it difficult to implement and regulate the policies. For example, large uncertainties could remain for energy consumption of battery recycling (i.e., ErecEoL_Battery cell in eq 2) due to small-scale and outsourced production. Additionally, recovery rate Rrec,c_Mat is not sophisticatedly supported by company-specific data. Battery companies may rely on default values in calculation, which hinders their willingness to improve recycling technologies. We recommend further studies to develop more representative default values based on industry-level production data. More importantly, we recommend adopting the cutoff approach in the current carbon footprint modeling for battery recycling. Involving allocation factors (i.e., ABattery cell and AMat in eqs 1 and 2) may lead to double counting or undercounting issues, as it is challenging to ensure that upstream and downstream segments of the recycled material supply chain follow a consistent allocation method. Also, the default value for allocation factors is currently based on the recycled material supply conditions within the European market, disregarding the diverse supply–demand dynamics in other regions. Third, more attention should be paid to the recycling of lithium iron phosphate (LFP) batteries. The recycling products and cathode production processes of LFP batteries differ from those of NCM batteries. Therefore, default values for key parameters should be distinguished between these two types of batteries. In addition to cathode materials, current recycling efforts rarely extend to other battery components, such as separators, electrolytes, and graphite. While EU battery regulations address the recovery of energy from separator plastics through incineration, the management of electrolytes and graphite remains a topic of ongoing discussion. Pyrometallurgical recycling incinerates nearly all of these components for energy recovery. Our investigation reveals that initiatives are pursued to develop technologies capable of converting spent graphite powder into high-value carbon materials (e.g., graphene) in China. However, the complex composition of electrolytes poses recycling challenges. Advanced electrolyte recycling technologies aim to achieve low costs, no secondary pollution, and high recovery rates. Additionally, remanufacturing and repurposing extend the life span of LIBs, helping to reduce the cost and carbon footprint, while recycling ensures the reuse of materials. However, it also faces challenges such as monitoring battery health, meeting different operational requirements, and ensuring end-of-life tracking (6) and may conflict with industry needs for swift recycling to secure feedstock for new batteries. Shaojun Zhang is an Associate Professor at the School of Environment in Tsinghua University. His research focuses on air quality and energy systems in the transportation sector. His favorite topics include real-world vehicle emissions testing, traffic emissions and air quality simulations, assessment of aviation emissions, and the environmental impact assessment of low-carbon transportation technologies. Y.W. and S.Z. acknowledge the funding support from Ford Motor Company and Aramco. While this article is believed to contain correct information, Ford Motor Company (Ford) does not expressly or impliedly warrant, nor assume any responsibility, for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, nor represent that its use would not infringe the rights of third parties. Reference to any commercial product or process does not constitute its endorsement. This article does not provide financial, safety, medical, consumer product, or public policy advice or recommendation. Readers should independently replicate all experiments, calculations, and results. The views and opinions expressed are of the authors and do not necessarily reflect those of Ford. This disclaimer may not be removed, altered, superseded, or modified without prior Ford permission. This article references 6 other publications. This article has not yet been cited by other publications.
期刊介绍:
Environmental Science & Technology (ES&T) is a co-sponsored academic and technical magazine by the Hubei Provincial Environmental Protection Bureau and the Hubei Provincial Academy of Environmental Sciences.
Environmental Science & Technology (ES&T) holds the status of Chinese core journals, scientific papers source journals of China, Chinese Science Citation Database source journals, and Chinese Academic Journal Comprehensive Evaluation Database source journals. This publication focuses on the academic field of environmental protection, featuring articles related to environmental protection and technical advancements.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
