A. Bjerke , J. Casas , F. Lenrick , J.M. Andersson , R. M'Saoubi , V. Bushlya
{"title":"On the wear mechanisms of uncoated and coated pcBN tools during turning of 17–4 PH martensitic stainless steel","authors":"A. Bjerke , J. Casas , F. Lenrick , J.M. Andersson , R. M'Saoubi , V. Bushlya","doi":"10.1016/j.ijrmhm.2024.106984","DOIUrl":null,"url":null,"abstract":"<div><div>Polycrystalline cubic boron nitride (pcBN) is a very promising tool material for turning martensitic stainless steels at high cutting speeds (<em>v</em><sub><em>c</em></sub> > 200 m/min). The competitive advantage of pcBN over cemented carbide increases as the cutting speed is increased. Changing the speed might lead to a shift in the wear balance and hence the knowledge about tool wear below <em>v</em><sub><em>c</em></sub> = 200 m/min might not be applicable at <em>v</em><sub><em>c</em></sub> = 600 m/min. The coatings designed for the lower speed range might also not be performing in the same way at higher speeds. This paper investigates the wear mechanism of uncoated and (Ti,Al)N coated pcBN tools when turning 17–4 PH in a hardened condition at speeds <em>v</em><sub><em>c</em></sub> = 200–600 m/min. Both scanning and transmission electron microscopy are used to study the worn tools. The in-depth analysis reveals that adhesive wear is only active at low speeds. Increasing the speed does however lead to more wear by diffusion and oxidation. The cBN is preferentially worn out, leaving the TiC binder at the tool-chip interface. Oxidation results in the accelerated wear of the pcBN but also in the formation of metal oxides within the adhered build up layer. The (Ti,Al)N coating does not significantly extend the tool life within this speed range, but it suppresses the adhesive wear mechanism preventing premature tool failure.</div></div>","PeriodicalId":14216,"journal":{"name":"International Journal of Refractory Metals & Hard Materials","volume":"127 ","pages":"Article 106984"},"PeriodicalIF":4.6000,"publicationDate":"2025-02-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":null,"platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Refractory Metals & Hard Materials","FirstCategoryId":"88","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S0263436824004323","RegionNum":2,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2024/11/28 0:00:00","PubModel":"Epub","JCR":"Q2","JCRName":"MATERIALS SCIENCE, MULTIDISCIPLINARY","Score":null,"Total":0}
引用次数: 0
Abstract
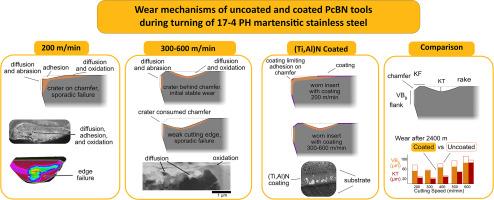
Polycrystalline cubic boron nitride (pcBN) is a very promising tool material for turning martensitic stainless steels at high cutting speeds (vc > 200 m/min). The competitive advantage of pcBN over cemented carbide increases as the cutting speed is increased. Changing the speed might lead to a shift in the wear balance and hence the knowledge about tool wear below vc = 200 m/min might not be applicable at vc = 600 m/min. The coatings designed for the lower speed range might also not be performing in the same way at higher speeds. This paper investigates the wear mechanism of uncoated and (Ti,Al)N coated pcBN tools when turning 17–4 PH in a hardened condition at speeds vc = 200–600 m/min. Both scanning and transmission electron microscopy are used to study the worn tools. The in-depth analysis reveals that adhesive wear is only active at low speeds. Increasing the speed does however lead to more wear by diffusion and oxidation. The cBN is preferentially worn out, leaving the TiC binder at the tool-chip interface. Oxidation results in the accelerated wear of the pcBN but also in the formation of metal oxides within the adhered build up layer. The (Ti,Al)N coating does not significantly extend the tool life within this speed range, but it suppresses the adhesive wear mechanism preventing premature tool failure.
期刊介绍:
The International Journal of Refractory Metals and Hard Materials (IJRMHM) publishes original research articles concerned with all aspects of refractory metals and hard materials. Refractory metals are defined as metals with melting points higher than 1800 °C. These are tungsten, molybdenum, chromium, tantalum, niobium, hafnium, and rhenium, as well as many compounds and alloys based thereupon. Hard materials that are included in the scope of this journal are defined as materials with hardness values higher than 1000 kg/mm2, primarily intended for applications as manufacturing tools or wear resistant components in mechanical systems. Thus they encompass carbides, nitrides and borides of metals, and related compounds. A special focus of this journal is put on the family of hardmetals, which is also known as cemented tungsten carbide, and cermets which are based on titanium carbide and carbonitrides with or without a metal binder. Ceramics and superhard materials including diamond and cubic boron nitride may also be accepted provided the subject material is presented as hard materials as defined above.


 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
