{"title":"可转位刀片钻的切削性能优化与实验研究","authors":"Yun-Song Lian, Min Zhang, Xiao-Hui Chen, Shu-Wen Peng, Liang-Liang Lin, Chao Liu, Xu-Yang Chu, Wei Zhou","doi":"10.1007/s40436-024-00507-y","DOIUrl":null,"url":null,"abstract":"<div><p>In this study, the entire process of entry-drilling cutting and steady-state cutting of indexable insert drills was investigated to address challenges, such as vibration, chipping, and poor machining quality, during the cutting process. The research involved the utilization of theoretical analysis and simulation to examine the three-stage force of entry drilling and steady-state force of drilling bodies with various lap structures. Different parameters of the lap structure were analyzed to understand their impact on the direction of the cutting force, emphasizing that the force direction was influenced more by lap structure than the size of the cutting force. Data on radial force, axial force, hole diameter, hole wall roughness, and drill scraping were obtained from experimental cutting of carbon and stainless steel. The performance of different lap structures was evaluated based on these parameters. The experimental results revealed that the radial force in the given environment was most significantly impacted by the height difference between the central and peripheral insert. This was followed by the central insert deflection angle <i>α</i><sub>2</sub> and peripheral insert deflection angle <i>α</i><sub>1</sub>. A larger deflection angle <i>β</i> resulted in a skewed radial force direction toward the outermost end of the peripheral insert, minimizing drill body scraping and increasing radial force. Furthermore, a substantial increase in radial force and axial force was observed with an increase in feed, while these forces were not significantly affected by the increase in cutting speed. Additionally, the hole diameter and hole wall roughness after cutting increased with the rise in feed.</p></div>","PeriodicalId":7342,"journal":{"name":"Advances in Manufacturing","volume":"13 2","pages":"303 - 321"},"PeriodicalIF":3.8000,"publicationDate":"2024-07-30","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Cutting performance optimization and experimental research of indexable insert drill\",\"authors\":\"Yun-Song Lian, Min Zhang, Xiao-Hui Chen, Shu-Wen Peng, Liang-Liang Lin, Chao Liu, Xu-Yang Chu, Wei Zhou\",\"doi\":\"10.1007/s40436-024-00507-y\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>In this study, the entire process of entry-drilling cutting and steady-state cutting of indexable insert drills was investigated to address challenges, such as vibration, chipping, and poor machining quality, during the cutting process. The research involved the utilization of theoretical analysis and simulation to examine the three-stage force of entry drilling and steady-state force of drilling bodies with various lap structures. Different parameters of the lap structure were analyzed to understand their impact on the direction of the cutting force, emphasizing that the force direction was influenced more by lap structure than the size of the cutting force. Data on radial force, axial force, hole diameter, hole wall roughness, and drill scraping were obtained from experimental cutting of carbon and stainless steel. The performance of different lap structures was evaluated based on these parameters. The experimental results revealed that the radial force in the given environment was most significantly impacted by the height difference between the central and peripheral insert. This was followed by the central insert deflection angle <i>α</i><sub>2</sub> and peripheral insert deflection angle <i>α</i><sub>1</sub>. A larger deflection angle <i>β</i> resulted in a skewed radial force direction toward the outermost end of the peripheral insert, minimizing drill body scraping and increasing radial force. Furthermore, a substantial increase in radial force and axial force was observed with an increase in feed, while these forces were not significantly affected by the increase in cutting speed. Additionally, the hole diameter and hole wall roughness after cutting increased with the rise in feed.</p></div>\",\"PeriodicalId\":7342,\"journal\":{\"name\":\"Advances in Manufacturing\",\"volume\":\"13 2\",\"pages\":\"303 - 321\"},\"PeriodicalIF\":3.8000,\"publicationDate\":\"2024-07-30\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Advances in Manufacturing\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://link.springer.com/article/10.1007/s40436-024-00507-y\",\"RegionNum\":2,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Advances in Manufacturing","FirstCategoryId":"5","ListUrlMain":"https://link.springer.com/article/10.1007/s40436-024-00507-y","RegionNum":2,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
Cutting performance optimization and experimental research of indexable insert drill
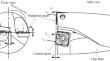
In this study, the entire process of entry-drilling cutting and steady-state cutting of indexable insert drills was investigated to address challenges, such as vibration, chipping, and poor machining quality, during the cutting process. The research involved the utilization of theoretical analysis and simulation to examine the three-stage force of entry drilling and steady-state force of drilling bodies with various lap structures. Different parameters of the lap structure were analyzed to understand their impact on the direction of the cutting force, emphasizing that the force direction was influenced more by lap structure than the size of the cutting force. Data on radial force, axial force, hole diameter, hole wall roughness, and drill scraping were obtained from experimental cutting of carbon and stainless steel. The performance of different lap structures was evaluated based on these parameters. The experimental results revealed that the radial force in the given environment was most significantly impacted by the height difference between the central and peripheral insert. This was followed by the central insert deflection angle α2 and peripheral insert deflection angle α1. A larger deflection angle β resulted in a skewed radial force direction toward the outermost end of the peripheral insert, minimizing drill body scraping and increasing radial force. Furthermore, a substantial increase in radial force and axial force was observed with an increase in feed, while these forces were not significantly affected by the increase in cutting speed. Additionally, the hole diameter and hole wall roughness after cutting increased with the rise in feed.
期刊介绍:
As an innovative, fundamental and scientific journal, Advances in Manufacturing aims to describe the latest regional and global research results and forefront developments in advanced manufacturing field. As such, it serves as an international platform for academic exchange between experts, scholars and researchers in this field.
All articles in Advances in Manufacturing are peer reviewed. Respected scholars from the fields of advanced manufacturing fields will be invited to write some comments. We also encourage and give priority to research papers that have made major breakthroughs or innovations in the fundamental theory. The targeted fields include: manufacturing automation, mechatronics and robotics, precision manufacturing and control, micro-nano-manufacturing, green manufacturing, design in manufacturing, metallic and nonmetallic materials in manufacturing, metallurgical process, etc. The forms of articles include (but not limited to): academic articles, research reports, and general reviews.




 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
