S. Cong , L.H. Wu , Z.W. Wang , N. Li , Z. Zhu , F.F. Wang , X. Zhang , K. Wang , P. Xue , D.R. Ni , B.L. Xiao , Z.Y. Ma
{"title":"通过低于 β 相变温度的背热辅助搅拌摩擦焊,实现中等厚度 Ti-6Al-4 V 合金接头的优异机械性能和腐蚀性能","authors":"S. Cong , L.H. Wu , Z.W. Wang , N. Li , Z. Zhu , F.F. Wang , X. Zhang , K. Wang , P. Xue , D.R. Ni , B.L. Xiao , Z.Y. Ma","doi":"10.1016/j.matchar.2024.114391","DOIUrl":null,"url":null,"abstract":"<div><div>The equiaxed microstructure formed below the <em>β</em>-phase transition point of Ti alloys generally exhibits an excellent balance of mechanical properties and corrosion resistance. However, this desirable microstructure is impossible to be obtained in fusion welded joints but is prospective to be achieved by the solid-state friction stir welding (FSW) technique. Unfortunately, it generally generates bottom defects and severe tool wear in medium-thickness Ti alloy joints when conventional FSW was conducted below the <em>β</em>-phase transition point. In this study, 6 mm thick Ti-6Al-4 V plates were joined by both the conventional FSW and back heating assisted FSW (BHAFSW). Defects caused by significant tool wear and bottom phase transition differences occurred in the conventional FSW. It was found that the hardness difference between the base material (BM) and the tool increased to 35.6 % from 500 °C to 900 °C. The back heating (150 °C) was used to control welding temperatures remaining the 900 °C, thus largely reducing the tool wear by increasing the hardness difference. In addition, the back temperature compensation increased the bottom temperature and controlled the phase transition position from the bottom to the middle of the joint. The shoulder pressure contributed to the compression of the defects, and the defects were eliminated by increasing the pressure at the phase transition position. A significantly refined equiaxed microstructure with an average grain size of ∼0.9 μm was achieved below the <em>β</em>-phase transition temperature in the stir zone via back heating assisted FSW, while a bimodal structure with an average grain size of 3.5 μm was formed near the <em>β</em>-phase transition temperature. Inconspicuous reduction of the strength was detected for the joints (98 % of the BM) which possess equiaxed microstructures, and the corrosion resistance of the joints was enhanced compared to the BM. This superior synergy of mechanical and corrosion properties exceeded the majority of Ti alloy joints previously reported. This study provided an effective method for obtaining medium-thickness Ti alloy joints with ultrafine equiaxial structures with superior mechanical properties and corrosion resistance.</div></div>","PeriodicalId":18727,"journal":{"name":"Materials Characterization","volume":"217 ","pages":"Article 114391"},"PeriodicalIF":5.5000,"publicationDate":"2024-11-01","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"","citationCount":"0","resultStr":"{\"title\":\"Achieving superior mechanical and corrosion properties in medium-thickness Ti-6Al-4 V alloy joints by back heating assisted friction stir welding below β-phase transformation temperature\",\"authors\":\"S. Cong , L.H. Wu , Z.W. Wang , N. Li , Z. Zhu , F.F. Wang , X. Zhang , K. Wang , P. Xue , D.R. Ni , B.L. Xiao , Z.Y. Ma\",\"doi\":\"10.1016/j.matchar.2024.114391\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><div>The equiaxed microstructure formed below the <em>β</em>-phase transition point of Ti alloys generally exhibits an excellent balance of mechanical properties and corrosion resistance. However, this desirable microstructure is impossible to be obtained in fusion welded joints but is prospective to be achieved by the solid-state friction stir welding (FSW) technique. Unfortunately, it generally generates bottom defects and severe tool wear in medium-thickness Ti alloy joints when conventional FSW was conducted below the <em>β</em>-phase transition point. In this study, 6 mm thick Ti-6Al-4 V plates were joined by both the conventional FSW and back heating assisted FSW (BHAFSW). Defects caused by significant tool wear and bottom phase transition differences occurred in the conventional FSW. It was found that the hardness difference between the base material (BM) and the tool increased to 35.6 % from 500 °C to 900 °C. The back heating (150 °C) was used to control welding temperatures remaining the 900 °C, thus largely reducing the tool wear by increasing the hardness difference. In addition, the back temperature compensation increased the bottom temperature and controlled the phase transition position from the bottom to the middle of the joint. The shoulder pressure contributed to the compression of the defects, and the defects were eliminated by increasing the pressure at the phase transition position. A significantly refined equiaxed microstructure with an average grain size of ∼0.9 μm was achieved below the <em>β</em>-phase transition temperature in the stir zone via back heating assisted FSW, while a bimodal structure with an average grain size of 3.5 μm was formed near the <em>β</em>-phase transition temperature. Inconspicuous reduction of the strength was detected for the joints (98 % of the BM) which possess equiaxed microstructures, and the corrosion resistance of the joints was enhanced compared to the BM. This superior synergy of mechanical and corrosion properties exceeded the majority of Ti alloy joints previously reported. This study provided an effective method for obtaining medium-thickness Ti alloy joints with ultrafine equiaxial structures with superior mechanical properties and corrosion resistance.</div></div>\",\"PeriodicalId\":18727,\"journal\":{\"name\":\"Materials Characterization\",\"volume\":\"217 \",\"pages\":\"Article 114391\"},\"PeriodicalIF\":5.5000,\"publicationDate\":\"2024-11-01\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Materials Characterization\",\"FirstCategoryId\":\"88\",\"ListUrlMain\":\"https://www.sciencedirect.com/science/article/pii/S1044580324007721\",\"RegionNum\":2,\"RegionCategory\":\"材料科学\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"2024/9/16 0:00:00\",\"PubModel\":\"Epub\",\"JCR\":\"Q1\",\"JCRName\":\"MATERIALS SCIENCE, CHARACTERIZATION & TESTING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Materials Characterization","FirstCategoryId":"88","ListUrlMain":"https://www.sciencedirect.com/science/article/pii/S1044580324007721","RegionNum":2,"RegionCategory":"材料科学","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"2024/9/16 0:00:00","PubModel":"Epub","JCR":"Q1","JCRName":"MATERIALS SCIENCE, CHARACTERIZATION & TESTING","Score":null,"Total":0}
Achieving superior mechanical and corrosion properties in medium-thickness Ti-6Al-4 V alloy joints by back heating assisted friction stir welding below β-phase transformation temperature
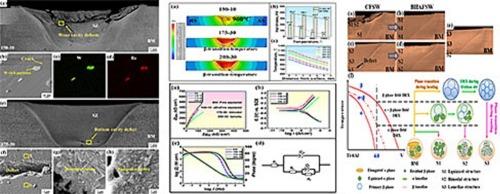
The equiaxed microstructure formed below the β-phase transition point of Ti alloys generally exhibits an excellent balance of mechanical properties and corrosion resistance. However, this desirable microstructure is impossible to be obtained in fusion welded joints but is prospective to be achieved by the solid-state friction stir welding (FSW) technique. Unfortunately, it generally generates bottom defects and severe tool wear in medium-thickness Ti alloy joints when conventional FSW was conducted below the β-phase transition point. In this study, 6 mm thick Ti-6Al-4 V plates were joined by both the conventional FSW and back heating assisted FSW (BHAFSW). Defects caused by significant tool wear and bottom phase transition differences occurred in the conventional FSW. It was found that the hardness difference between the base material (BM) and the tool increased to 35.6 % from 500 °C to 900 °C. The back heating (150 °C) was used to control welding temperatures remaining the 900 °C, thus largely reducing the tool wear by increasing the hardness difference. In addition, the back temperature compensation increased the bottom temperature and controlled the phase transition position from the bottom to the middle of the joint. The shoulder pressure contributed to the compression of the defects, and the defects were eliminated by increasing the pressure at the phase transition position. A significantly refined equiaxed microstructure with an average grain size of ∼0.9 μm was achieved below the β-phase transition temperature in the stir zone via back heating assisted FSW, while a bimodal structure with an average grain size of 3.5 μm was formed near the β-phase transition temperature. Inconspicuous reduction of the strength was detected for the joints (98 % of the BM) which possess equiaxed microstructures, and the corrosion resistance of the joints was enhanced compared to the BM. This superior synergy of mechanical and corrosion properties exceeded the majority of Ti alloy joints previously reported. This study provided an effective method for obtaining medium-thickness Ti alloy joints with ultrafine equiaxial structures with superior mechanical properties and corrosion resistance.
期刊介绍:
Materials Characterization features original articles and state-of-the-art reviews on theoretical and practical aspects of the structure and behaviour of materials.
The Journal focuses on all characterization techniques, including all forms of microscopy (light, electron, acoustic, etc.,) and analysis (especially microanalysis and surface analytical techniques). Developments in both this wide range of techniques and their application to the quantification of the microstructure of materials are essential facets of the Journal.
The Journal provides the Materials Scientist/Engineer with up-to-date information on many types of materials with an underlying theme of explaining the behavior of materials using novel approaches. Materials covered by the journal include:
Metals & Alloys
Ceramics
Nanomaterials
Biomedical materials
Optical materials
Composites
Natural Materials.


 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
