{"title":"双壁钎焊管多道次滚压成形变形分配的探讨","authors":"Meng-Meng Liu, Yu-Li Liu, Heng Li","doi":"10.1007/s40436-023-00448-y","DOIUrl":null,"url":null,"abstract":"<div><p>Deformation allocation is an important factor that affects 720° curling forming from copper-coated steel strips to double-walled brazed tubes (DWBTs). In this study, four schemes of deformation allocation, considering different weights of the total feed distance, are proposed, and a 3D finite element (FE) model of the multi-pass roll forming process for DWBT is developed and verified to investigate the cross-sectional evolution and deformation features. The results show the following. (i) In the 720° curling forming process from the steel strip into double-walled tubes, the curvature of the formed circular arc initially increases and then remains stable with roll forming, and the inner and outer tubes of the DWBT are formed in the third and fifth forming passes. Size forming can eliminate the gap between the double walls and improve the overall roundness. (ii) For different deformation allocations, the cross-sectional profiles of the roll-formed parts exhibit a discrepancy, and the deformation amount varies with the roll-forming process. The deformation amount in Scheme three is the maximum, and the cross-sectional profile deviates significantly from the ideal shape and fails to form a DWBT, which indicates that the deformation allocation is unsuitable. (iii) The roundness of the outer tube is better than that of the inner tube. Therefore, the roundness of the inner tube is the key to restricting the forming accuracy of the DWBT. Compared with Schemes one and two, Scheme four with a linear allocation of the total feed distance exhibits the best roundness, and the deformation allocation is reasonable; i.e., when the contact points between the rollers and steel strip are in a straight line, the roundness of the DWBT is in good agreement with the ideal condition.</p></div>","PeriodicalId":7342,"journal":{"name":"Advances in Manufacturing","volume":"11 4","pages":"567 - 586"},"PeriodicalIF":3.8000,"publicationDate":"2023-06-13","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://link.springer.com/content/pdf/10.1007/s40436-023-00448-y.pdf","citationCount":"0","resultStr":"{\"title\":\"Insight into deformation allocation in the multi-pass roll forming of a double-walled brazed tube\",\"authors\":\"Meng-Meng Liu, Yu-Li Liu, Heng Li\",\"doi\":\"10.1007/s40436-023-00448-y\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<div><p>Deformation allocation is an important factor that affects 720° curling forming from copper-coated steel strips to double-walled brazed tubes (DWBTs). In this study, four schemes of deformation allocation, considering different weights of the total feed distance, are proposed, and a 3D finite element (FE) model of the multi-pass roll forming process for DWBT is developed and verified to investigate the cross-sectional evolution and deformation features. The results show the following. (i) In the 720° curling forming process from the steel strip into double-walled tubes, the curvature of the formed circular arc initially increases and then remains stable with roll forming, and the inner and outer tubes of the DWBT are formed in the third and fifth forming passes. Size forming can eliminate the gap between the double walls and improve the overall roundness. (ii) For different deformation allocations, the cross-sectional profiles of the roll-formed parts exhibit a discrepancy, and the deformation amount varies with the roll-forming process. The deformation amount in Scheme three is the maximum, and the cross-sectional profile deviates significantly from the ideal shape and fails to form a DWBT, which indicates that the deformation allocation is unsuitable. (iii) The roundness of the outer tube is better than that of the inner tube. Therefore, the roundness of the inner tube is the key to restricting the forming accuracy of the DWBT. Compared with Schemes one and two, Scheme four with a linear allocation of the total feed distance exhibits the best roundness, and the deformation allocation is reasonable; i.e., when the contact points between the rollers and steel strip are in a straight line, the roundness of the DWBT is in good agreement with the ideal condition.</p></div>\",\"PeriodicalId\":7342,\"journal\":{\"name\":\"Advances in Manufacturing\",\"volume\":\"11 4\",\"pages\":\"567 - 586\"},\"PeriodicalIF\":3.8000,\"publicationDate\":\"2023-06-13\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"https://link.springer.com/content/pdf/10.1007/s40436-023-00448-y.pdf\",\"citationCount\":\"0\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"Advances in Manufacturing\",\"FirstCategoryId\":\"5\",\"ListUrlMain\":\"https://link.springer.com/article/10.1007/s40436-023-00448-y\",\"RegionNum\":2,\"RegionCategory\":\"工程技术\",\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"ENGINEERING, MANUFACTURING\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"Advances in Manufacturing","FirstCategoryId":"5","ListUrlMain":"https://link.springer.com/article/10.1007/s40436-023-00448-y","RegionNum":2,"RegionCategory":"工程技术","ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"ENGINEERING, MANUFACTURING","Score":null,"Total":0}
Insight into deformation allocation in the multi-pass roll forming of a double-walled brazed tube
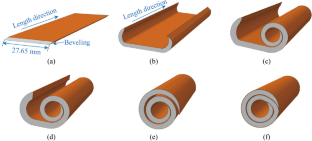
Deformation allocation is an important factor that affects 720° curling forming from copper-coated steel strips to double-walled brazed tubes (DWBTs). In this study, four schemes of deformation allocation, considering different weights of the total feed distance, are proposed, and a 3D finite element (FE) model of the multi-pass roll forming process for DWBT is developed and verified to investigate the cross-sectional evolution and deformation features. The results show the following. (i) In the 720° curling forming process from the steel strip into double-walled tubes, the curvature of the formed circular arc initially increases and then remains stable with roll forming, and the inner and outer tubes of the DWBT are formed in the third and fifth forming passes. Size forming can eliminate the gap between the double walls and improve the overall roundness. (ii) For different deformation allocations, the cross-sectional profiles of the roll-formed parts exhibit a discrepancy, and the deformation amount varies with the roll-forming process. The deformation amount in Scheme three is the maximum, and the cross-sectional profile deviates significantly from the ideal shape and fails to form a DWBT, which indicates that the deformation allocation is unsuitable. (iii) The roundness of the outer tube is better than that of the inner tube. Therefore, the roundness of the inner tube is the key to restricting the forming accuracy of the DWBT. Compared with Schemes one and two, Scheme four with a linear allocation of the total feed distance exhibits the best roundness, and the deformation allocation is reasonable; i.e., when the contact points between the rollers and steel strip are in a straight line, the roundness of the DWBT is in good agreement with the ideal condition.
期刊介绍:
As an innovative, fundamental and scientific journal, Advances in Manufacturing aims to describe the latest regional and global research results and forefront developments in advanced manufacturing field. As such, it serves as an international platform for academic exchange between experts, scholars and researchers in this field.
All articles in Advances in Manufacturing are peer reviewed. Respected scholars from the fields of advanced manufacturing fields will be invited to write some comments. We also encourage and give priority to research papers that have made major breakthroughs or innovations in the fundamental theory. The targeted fields include: manufacturing automation, mechatronics and robotics, precision manufacturing and control, micro-nano-manufacturing, green manufacturing, design in manufacturing, metallic and nonmetallic materials in manufacturing, metallurgical process, etc. The forms of articles include (but not limited to): academic articles, research reports, and general reviews.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
