{"title":"以立方氮化硼刀具硬车削MDN250钢时,切削参数对尺寸精度和表面光洁度的影响为研究对象,开发知识库专家系统","authors":"Sasan Yousefi, Mehdi Zohoor","doi":"10.1186/s40712-018-0097-7","DOIUrl":null,"url":null,"abstract":"<p>In the machining operations, final surface finish and dimensional accuracy are the most specified customer requirements. Hard turning machining operation using cubic boron nitride tool as an alternative of grinding process is a type of turning operation in which hardened steel are machined with the hardness greater than 45 HRc. During the hard turning operation because of the hard condition, the variations of surface finish and dimensional accuracy are completely different from that of the traditional turning operation. Thus, the variation of surface finish and dimensional accuracy under various cutting parameters has been investigated in the hard turning with cubic boron nitride tools.?The extracted knolwdge can be used for developing a knowledged base expert system. In order to have a comprehensive study, the variation of vibration, cutting forces, and tool wear has also been considered. The obtained results showed that depth of cut and spindle speed have the greatest effect on the dimensional accuracy, while feed rate is the most important factor affecting the surface roughness. The analysis of the vibration and tool wear proved that the flank wear has insignificant influence on the dimensional accuracy, whereas the vibration effect is considerable. The experimental results showed that when the feed rate is gradually increased from 0.08 to 0.32, the dimensional deviation first decreases unexpectedly until the lowest value is achieved at 0.16?mm/rev, then by further increasing the feed from 0.16 to 0.32?mm/rev, the dimensional deviation increases significantly. It was also seen that the best dimensional accuracy is achieved at the lowest level of the cutting depth, the medium level of the feed rate, and the spindle speed lower than its moderate level. The best surface roughness of 0.312?μm was obtained at 0.08?mm/rev feed rate, 0.5?mm depth of cut, 2000-rpm speed, and 1.2?mm insert nose radius, which is comparable with the surface finish obtained by the grinding operation.</p>","PeriodicalId":592,"journal":{"name":"International Journal of Mechanical and Materials Engineering","volume":"14 1","pages":""},"PeriodicalIF":3.4000,"publicationDate":"2019-01-07","publicationTypes":"Journal Article","fieldsOfStudy":null,"isOpenAccess":false,"openAccessPdf":"https://sci-hub-pdf.com/10.1186/s40712-018-0097-7","citationCount":"6","resultStr":"{\"title\":\"Effect of cutting parameters on the dimensional accuracy and surface finish in the hard turning of MDN250 steel with cubic boron nitride tool, for developing a knowledged base expert system\",\"authors\":\"Sasan Yousefi, Mehdi Zohoor\",\"doi\":\"10.1186/s40712-018-0097-7\",\"DOIUrl\":null,\"url\":null,\"abstract\":\"<p>In the machining operations, final surface finish and dimensional accuracy are the most specified customer requirements. Hard turning machining operation using cubic boron nitride tool as an alternative of grinding process is a type of turning operation in which hardened steel are machined with the hardness greater than 45 HRc. During the hard turning operation because of the hard condition, the variations of surface finish and dimensional accuracy are completely different from that of the traditional turning operation. Thus, the variation of surface finish and dimensional accuracy under various cutting parameters has been investigated in the hard turning with cubic boron nitride tools.?The extracted knolwdge can be used for developing a knowledged base expert system. In order to have a comprehensive study, the variation of vibration, cutting forces, and tool wear has also been considered. The obtained results showed that depth of cut and spindle speed have the greatest effect on the dimensional accuracy, while feed rate is the most important factor affecting the surface roughness. The analysis of the vibration and tool wear proved that the flank wear has insignificant influence on the dimensional accuracy, whereas the vibration effect is considerable. The experimental results showed that when the feed rate is gradually increased from 0.08 to 0.32, the dimensional deviation first decreases unexpectedly until the lowest value is achieved at 0.16?mm/rev, then by further increasing the feed from 0.16 to 0.32?mm/rev, the dimensional deviation increases significantly. It was also seen that the best dimensional accuracy is achieved at the lowest level of the cutting depth, the medium level of the feed rate, and the spindle speed lower than its moderate level. The best surface roughness of 0.312?μm was obtained at 0.08?mm/rev feed rate, 0.5?mm depth of cut, 2000-rpm speed, and 1.2?mm insert nose radius, which is comparable with the surface finish obtained by the grinding operation.</p>\",\"PeriodicalId\":592,\"journal\":{\"name\":\"International Journal of Mechanical and Materials Engineering\",\"volume\":\"14 1\",\"pages\":\"\"},\"PeriodicalIF\":3.4000,\"publicationDate\":\"2019-01-07\",\"publicationTypes\":\"Journal Article\",\"fieldsOfStudy\":null,\"isOpenAccess\":false,\"openAccessPdf\":\"https://sci-hub-pdf.com/10.1186/s40712-018-0097-7\",\"citationCount\":\"6\",\"resultStr\":null,\"platform\":\"Semanticscholar\",\"paperid\":null,\"PeriodicalName\":\"International Journal of Mechanical and Materials Engineering\",\"FirstCategoryId\":\"1085\",\"ListUrlMain\":\"https://link.springer.com/article/10.1186/s40712-018-0097-7\",\"RegionNum\":0,\"RegionCategory\":null,\"ArticlePicture\":[],\"TitleCN\":null,\"AbstractTextCN\":null,\"PMCID\":null,\"EPubDate\":\"\",\"PubModel\":\"\",\"JCR\":\"Q2\",\"JCRName\":\"MATERIALS SCIENCE, MULTIDISCIPLINARY\",\"Score\":null,\"Total\":0}","platform":"Semanticscholar","paperid":null,"PeriodicalName":"International Journal of Mechanical and Materials Engineering","FirstCategoryId":"1085","ListUrlMain":"https://link.springer.com/article/10.1186/s40712-018-0097-7","RegionNum":0,"RegionCategory":null,"ArticlePicture":[],"TitleCN":null,"AbstractTextCN":null,"PMCID":null,"EPubDate":"","PubModel":"","JCR":"Q2","JCRName":"MATERIALS SCIENCE, MULTIDISCIPLINARY","Score":null,"Total":0}
Effect of cutting parameters on the dimensional accuracy and surface finish in the hard turning of MDN250 steel with cubic boron nitride tool, for developing a knowledged base expert system
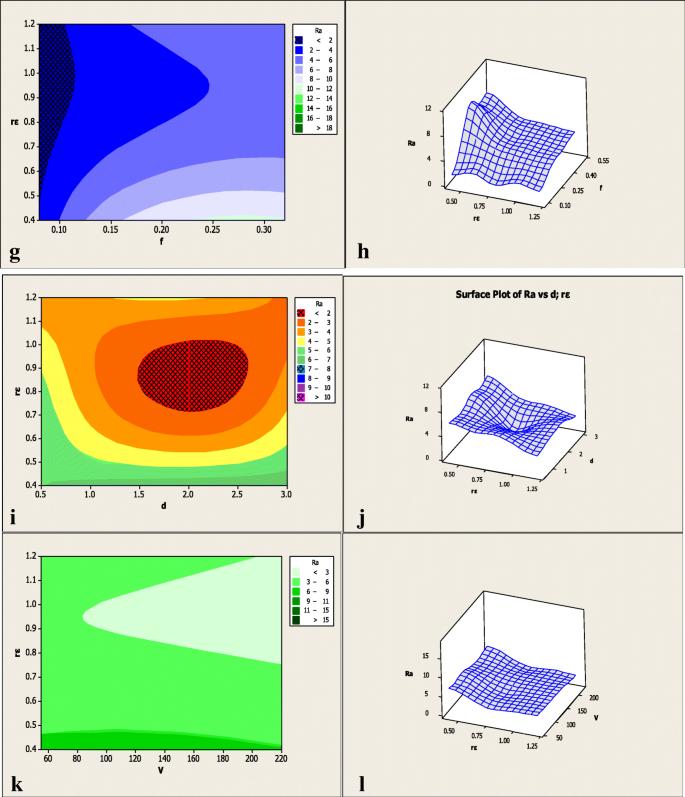
In the machining operations, final surface finish and dimensional accuracy are the most specified customer requirements. Hard turning machining operation using cubic boron nitride tool as an alternative of grinding process is a type of turning operation in which hardened steel are machined with the hardness greater than 45 HRc. During the hard turning operation because of the hard condition, the variations of surface finish and dimensional accuracy are completely different from that of the traditional turning operation. Thus, the variation of surface finish and dimensional accuracy under various cutting parameters has been investigated in the hard turning with cubic boron nitride tools.?The extracted knolwdge can be used for developing a knowledged base expert system. In order to have a comprehensive study, the variation of vibration, cutting forces, and tool wear has also been considered. The obtained results showed that depth of cut and spindle speed have the greatest effect on the dimensional accuracy, while feed rate is the most important factor affecting the surface roughness. The analysis of the vibration and tool wear proved that the flank wear has insignificant influence on the dimensional accuracy, whereas the vibration effect is considerable. The experimental results showed that when the feed rate is gradually increased from 0.08 to 0.32, the dimensional deviation first decreases unexpectedly until the lowest value is achieved at 0.16?mm/rev, then by further increasing the feed from 0.16 to 0.32?mm/rev, the dimensional deviation increases significantly. It was also seen that the best dimensional accuracy is achieved at the lowest level of the cutting depth, the medium level of the feed rate, and the spindle speed lower than its moderate level. The best surface roughness of 0.312?μm was obtained at 0.08?mm/rev feed rate, 0.5?mm depth of cut, 2000-rpm speed, and 1.2?mm insert nose radius, which is comparable with the surface finish obtained by the grinding operation.



 分享
分享
 求助内容:
求助内容: 应助结果提醒方式:
应助结果提醒方式: 扫码关注我们
扫码关注我们
